

In the mid 1970’s, before PET had even hit the market, one-step injection stretch blow molding machines were already being developed within Nissei Plastics of Japan for polypropylene jars. But, once the future potential of the emerging PET container market became apparent, development work took a completely new direction leading to the creation of the world’s first one-step PET molding machines that were to become known as the ASB Series.

A new market sector was born and to cater for it, in 1978, Nissei ASB Machine Co., Ltd. was founded as an independent company specifically to develop and market this new and innovative process.
In the very early days of PET molding, one-step and two-step machines were almost on a par in terms of output for a market consisting mainly of very simple designs for carbonated soft drinks. With specific machine developments for these standard designs, two-step molding production rates soon outpaced one-step and it rapidly became the process of choice for molding extremely high volumes of standard design bottles at minimal cost.
That could have brought about a swift demise for the one-step process and its fledgling pioneer, but it didn’t take long for ASB’s designers and installed customer base to realize that the one-step process offered huge potential for versatility in alternative markets. It was a perfect example of the old adage, “Necessity is the mother of invention”.
One-Step Versatility
The inherent versatility of the one-step process can be attributed to three fundamental differences between the one-step and two-step processes;
1. The one-step preform is molded within the same machine as the bottle is blown, so container designers can fully optimize the preform design rather than being locked into utilizing a limited range of stock preforms.
2. One-step preforms are held firmly by the neck throughout the entire process so extreme neck designs and special orientations can easily be accommodated without consideration for transfer or unscrambling - and with no scuffing, this also offers vastly superior visual quality of the finished containers.
3. In a one-step machine, residual energy stored within the injection molded preform provides the heat required for blow molding so preform designs are fundamentally different. By manipulating this stored heat, the preform can be made to stretch in interesting and unusual ways.
Preform Conditioning
The ASB Series machines already had a built-in advantage with the second of its four stations being designed for preform conditioning. Added together with the inherent flexibility of the one-step process, this station provides unrivalled ability to customize the preform temperature before transfer to the blowing station. Many of the innovations that we see today in both the one-step and two-step processes are a direct result of this pioneering design.
For example, in response to one-step’s ability to mold non-round shapes with improved material distribution, the two step manufacturers developed preferential heating, but this method has its limitations. Other one-step manufacturers modify the preform temperature directly in the injection mold but this lacks flexibility.
The ASB conditioning station goes further than any other system in that it has the ability to apply overall, partial or spot cooling or heating to the preform in a very precise way, while using simple and cheap-to-modify mold parts for maximized flexibility. Apart from temperature control, some of the newer techniques explained below also use the conditioning station to apply reshaping to the preform prior to blow molding either to maximize the material properties or to apply specific forms.
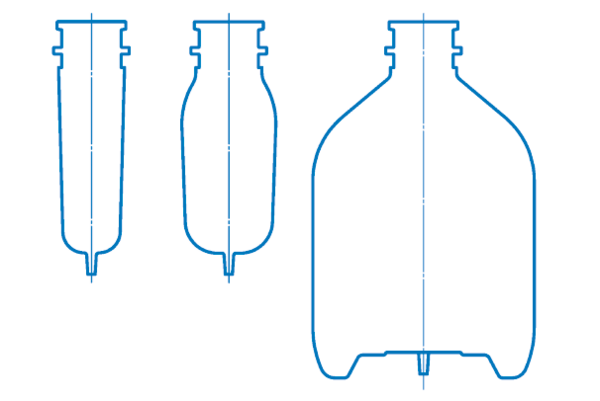
Fig. 1: Preform re-shaping applied to a PP infusion bottle
Preform Conditioning
The ASB Series machines already had a built-in advantage with the second of its four stations being designed for preform conditioning. Added together with the inherent flexibility of the one-step process, this station provides unrivalled ability to customize the preform temperature before transfer to the blowing station. Many of the innovations that we see today in both the one-step and two-step processes are a direct result of this pioneering design.
For example, in response to one-step’s ability to mold non-round shapes with improved material distribution, the two step manufacturers developed preferential heating, but this method has its limitations. Other one-step manufacturers modify the preform temperature directly in the injection mold but this lacks flexibility.
The ASB conditioning station goes further than any other system in that it has the ability to apply overall, partial or spot cooling or heating to the preform in a very precise way, while using simple and cheap-to-modify mold parts for maximized flexibility. Apart from temperature control, some of the newer techniques explained below also use the conditioning station to apply reshaping to the preform prior to blow molding either to maximize the material properties or to apply specific forms.
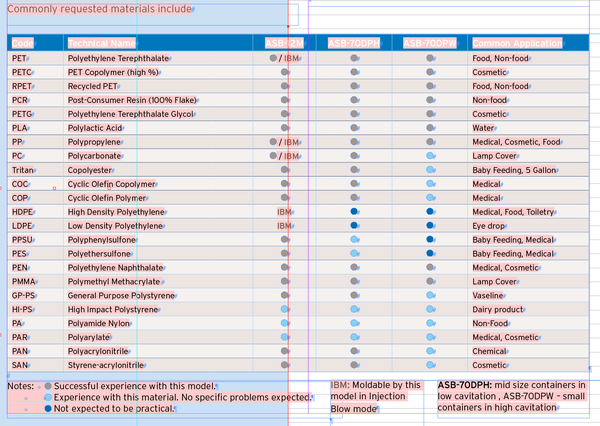
Alternative Materials
Although PET is still the mainstay of one-step molding, the list of alternative materials that can and have been molded by ASB’s one-step process is impressively long.
Ongoing material developments have assisted the ease of molding of several products. For example, only a few years ago, stretch blow molding polypropylene infusion bottles in more than 8 cavities was a severe challenge but as a result of process refinement and advances in raw materials it is quite common practice to now mold the same type of containers up to 24 or 28 cavities, substantially reducing the production costs.
Non-Food Market
Although the vast majority of ISBM containers are destined for the food and beverage market, one-step molding’s flexibility in terms of both product design and moldable materials opens the door to a huge range of products in other market segments.
In figure 2 we can see some lesser known one-step molded examples such as a pitcher, a drinking cup, a steering gaiter for a car and a lamp cover molded in polycarbonate.

Fig. 2: Molding possibilities are almost unlimited
Insertions at the Blow Mold
In nearly all cases, it takes less time to blow a bottle than it does to injection mold a preform, so in the one-step process, spare time exists within the blowing cycle that can be utilized for various options.
Inserted Handles
Two-step machines have also been used to mold containers for post-molding insertion of handles, but if the handle can be clipped in then it can also come out, thus limiting the integrity of the container.
By inserting the handle into the blow mold prior to blowing, the bottle can be made to form around the handle resulting in the strongest possible handle fitting. Typically, most handles are made of either PP or HDPE that have a low surface friction making it easy for the PET to form around the end of the handle and locking it very firmly in place. But, for those cases where easy recycling or image is essential, the use of a PET handle is increasingly requested. This is not so easy to do since the blown material tends to stick rather than flow around the handle. However, with continued development in this area, PET handle molding has now become fairly commonplace.

Fig. 3: PET bottle + PET handle
RFID Tracking Chips
The same type of insertion technique has also been successfully applied recently for insertion of RFID chips into returnable / refillable bottles to enable tracking of return cycles.
In-Mold Labelling
ASB first demonstrated successful in-mold labelling of PET bottles many years ago at the K’89 exhibition but the market was clearly not ready for it.
Fast forward to 2016 and strong interest has recently resurfaced so development of a revised system is already under way that will allow in-mold labelling in any of the ASB one-step models.

Fig. 4: In-mold labelled samples
Light Weight & Extreme Necks
While extreme light weighting is not so often in such high demand for the types of product in the one-step process, occasional demands are made, especially in the case of jars where neck weight can make up a significant portion of the container weight.
In figure 5, ASB’s precise injection control results in a perfectly formed fully injected neck for a standard 63mm screw cap jar at a thickness of only 0.75mm.
One of the advantages for one-step molding of lightweight or otherwise very thin necks is that there is no risk of damage or deformation from the re-heating of the preform,
Another party trick up the sleeve of the one-step process is the ability to mold extremely complicated neck features that can include undercuts, tabs, indents, gears or even holes as shown in figure 6, in this case for a photocopy toner container.
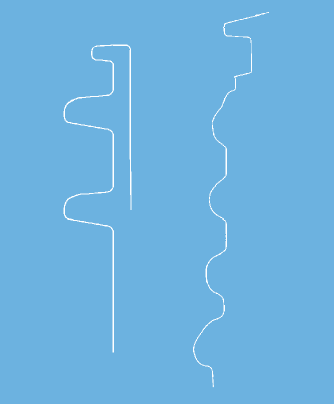
Fig. 5: Left : A fully injected neck with 0.75mm thickness from ASB, Right : Blow molded competitor neck shows poor thread detail
Injection Molded Shoulder Profiles
Just below the neck comes the shoulder where end-users often have very specific demands.
In these examples, the sharp shoulder profile is injection molded between the lip cavity and the top of the injection cavity then in the blow cavity, the still-hot preform is blown out and upwards beneath the shoulder profile. This portion of the neck can also be used to form a secondary injection molded thread on the shoulder for an over-cap, a huge improvement over blow molded threads that might be otherwise used.
Although this technique has existed for several years, it is worthwhile noting these design features that are extremely easy to mold using the one-step process. This is not just a case of a slight advantage to the one-step process – they are all cases where the designs would simply be impossible by two-step molding since re-heating the preform becomes impossible without damaging the shoulder area.

Fig. 6: One-step molded industrial component featuring a locking mechanism and through hole
Body Forming During Blow Molding
PET’s stiffness is great for molding strong, lightweight simple shapes but creates difficulties whenever sharply blown details are required. ASB first applied the technique of forming champagne type container bases during stretch blow molding a long time ago but due to increasing demands for unusual container designs, it has become more and more commonly requested.
The technique is regularly used to create sharp location points for handles, or deep pinch grip type handles or indeed any other insertion detail so that the finished container can be locked into a dispenser unit or could be fitted with a snap-on cap etc.

Fig. 7: The shoulder profile can be injected to any required shape
Apart from specially designed blow molds, control circuits on the machine and precise control throughout the blowing process are required to ensure that actuators move at the correct speed and timing as the preform is undergoing inflation. In the figure 8 example, the finished minor diameter of this soda bottle is just 16 mm and is actually less than the preform diameter used to make it.
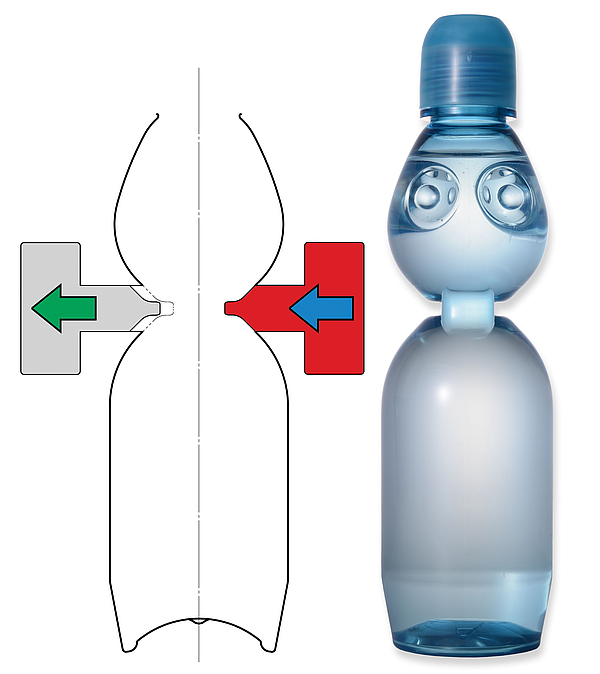
Fig. 8: Moving mold parts during the blow operation opens up design opportunities
Cosmetics & Thick Bases
Cosmetic PET containers are a special case in that the customer is always requesting more weight and more thickness to provide the highest quality image and feel to their products.
Molding very thick PET containers is a challenge since the thick preform cools slowly leading to crystallization causing an unwanted hazy appearance. Traditionally this has been overcome by using specialized copolymer materials that are also very expensive.

Fig. 9: High -end cosmetic bottles - low volume production with very high margins
This lotion jar in figure 10 was molded by ASB using a recently patented process and has a thick wall with a base that is 10mm thick and yet it can be molded without resorting to special materials. This is achieved by utilizing advanced cooling channel design together with injection mold parts that move as the cavity fills. The cavity is initially filled with a relatively thin preform then, as injection continues, mold parts retract, allowing the preform thickness to be built up with continuous controlled cooling.
It is not uncommon for the body of these containers to have greater wall thickness in the blown container than the preform thickness used in a standard water or edible oil bottle. The majority are standard grades of PET but specialized copolymers and even Eastman Tritan might be used – in this market of premium products, resin costs take second place to quality.

Fig. 10: High grade cosmetic jar with 10mm base thickness
Hybrid Shapes
In this festive designed container, another ASB patented process is used to form a thick walled container where the base “flower pot” section is formed into shape in the conditioning station then the finished container’s tree shape is blow molded. As can be seen in the filled sample, the “flower pot” is in fact hollow.

Fig. 11: Molded bases (Christmas trees)
Bag In Box Water Dispenser
We travel to the other end of the scale regarding wall thickness as we look at an alternative to returnable and refillable 5 US gallon water bottles that some water companies in Japan have recently introduced. These PET bag-in-box containers are delivered to the home or office door and once removed from the delivery outer carton, they can barely support their own weight.
By utilizing ASBs experience in thick walled molding and subsequent cooling in the conditioning station it is possible to blow mold these 12 to 15 liter containers using high stretch ratios provided by a short thick preform into containers having a wall thickness of around 0.18mm and designed to be highly flexible. The dispenser unit includes a clear cover that keeps the flexible container under control as it collapses.
The light weight reduces recycling waste and volume while the flexibility allows the bottle to collapse down with vacuum as the water is dispensed. This has the secondary advantage that no outside air is able to bubble up into the container so potential contaminants or infection is avoided.

Fig. 12: Specialized water cooler using collapsible
bag-in-box container
Double Bottle (patent pending)
For this small bottle, two preforms are molded per lip cavity for each blow cavity. Each pair of preforms are molded in close proximity and during blow molding, the material welds together resulting in a double cavity container with two necks. This application is for a dual part toilet freshener but the same technique can be applied to any container where two liquid elements need to be kept separate until final use.

Fig. 13: Two separately molded preforms become one container with two necks
Double Blow Heat Set by One-Step
ASB has had a long track record of developing heat-setting of PET containers for hot filling and products requiring pasteurization. In order to achieve the highest filling temperatures, the double blow technique is preferred where the first bottle is blown oversize by up to 20%, then heated to allow it to shrink back and relax the chain molecules while crystals form, then re-blowing into the final shape. Naturally, the process requires two separate sets of blow mold so dedicated machines such as ASB’s HSB Series are generally required. Now in the pipeline is a project to take the basic ASB Series one-step platform and modify it to include a totally new blow molding station that will allow double-blow molding.
The benefits are lower investment costs to get into hot filling and the ability to switch the machine easily between conventional single blow and heat-set double blow with just a mold changeover.
Heat-set bottles molded by this process will use amorphous necks and depending on the design may be hot fillable at up to 87°C with crystallinity levels up to 41% in the body. Markets that are already actively using this type of container are health and sports drinks, juices, teas and soy-sauce based soups.

Fig. 14: Health & sports drinks are just a small part of the potential hot-fill market
Ultra-Narrow Neck 2.5mm
(patent pending)
Small containers are another area where one-step molding has always carried an advantage. Imagine trying to mold a 5ml bottle weighing 2-3 grams using a preform unscrambler and heating lamps in the two-step method.
The limitation on how small we can go has always been the neck bore which has typically been limited to a minimum of around 6mm required for an injection core with adequate cooling.
But now, the samples in figure 15(b) demonstrate a new molding technique that allows the neck bore to go down to as low as 2.5mm. Once again the ASB Series conditioning station comes into play where it is being used to completely re-shape and cool the preform prior to blow molding.
Since the preform is being re-shaped in the conditioning station after initial molding, the process can also be used to vastly increase the available product range from a single preform design.
In order to maintain optimum stretch ratios, any preform design can normally only be blown into a relatively limited range of container dimensions. But in figure 15(a), the two containers shown (450ml and 40ml) were actually molded from the same preform design. To maintain correct stretch-blow ratios, the preform for the left-hand bottle was significantly re-formed at the conditioning station prior to blowing.
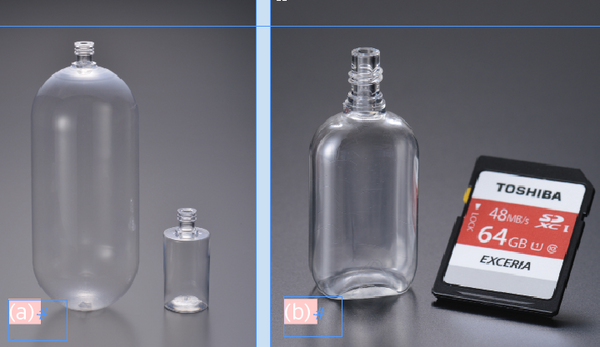
Fig. 15: The impossible becomes possible thanks to the conditioning station. Can PET bottles get any smaller?
Injection Blow Molding
Injection blow molding has been around for decades, but the machines are limited to molding certain container designs and materials. Recently ASB has provided additional versatility to its ASB Series by developing 2 station molding within the four station platform that gives the ability to efficiently mold a wide range of small containers in various materials.
The same machine can quite easily be converted between 2-station IBM and conventional 4-station ISBM so this process once again expands the already massive potential for the one-step molding process.

Fig. 16: Polycarbonate LED lamp covers molded by ASB’s IBM process meet the demands of extremely high visual quality
The Future
Today, the two-step market is intensely competitive so manufacturers are increasingly looking at ways to make their machines more versatile resulting in encroachment on sectors that were once the sole domain of one-step molding. For companies such as ASB that are determined to not only remain in the market but to grow and prosper, the only way ahead is to continually invest in R&D for innovative molding techniques and container designs, and to seek out high-margin niche markets where the advantages of one-step molding provide the best solutions.
This is nothing new, for more than 30 years it has been the philosophy of ASB to continually move the goalposts for flexibility and innovation one-step ahead of the competition.

Fig. 17: Injection blow molded cosmetic & eye drop bottles in PET, PP, HDPE and LDPE

The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
