And what is behind the “series thinking” in the realisation of the PET-Series?
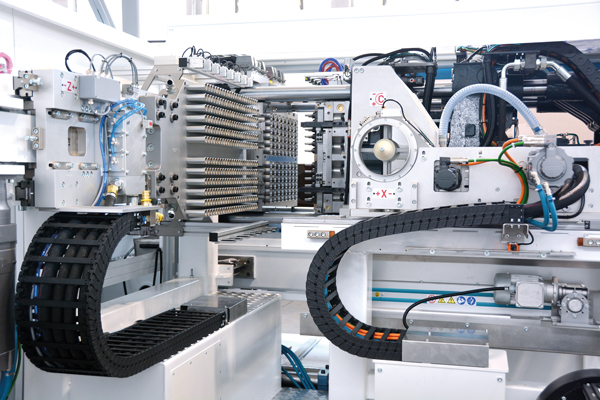
Grob: The implementation of the PETSeries model range follows the guideline of standardisation and modularisation. The core system, which we call PETSeries, includes the clamping side and the injection side of the machine as well as the robot with the machine-side installations for preform post-cooling. These are the standardised system modules. For example, the 160 or 240 clamping unit can be combined modularly with the 100 mm shotpot injection unit. The modules are standardised and the interfaces are identical.
Zatti: Every mould intended for a model range with post-mould cooling equipment can also be implemented like a module in the PET-Series. Everything related to the preform geometry and the preform itself builds on the experience of our Swiss company and is individually adapted to the preform requirements in each case. It is very important - also to complete the system idea - that with over 40 years of experience of Otto Hofstetter AG in the PET mould business, an enormous know-how is available for the development and optimisation of preform designs. We must never lose sight of the fact that the end product of our PET-Series customers are preforms.
Let’s discuss further optimisations of the 240 ton platform and again about the system approach, which aims at quality-focused, sustainable and energy-efficient production. How does the new system contribute to this?
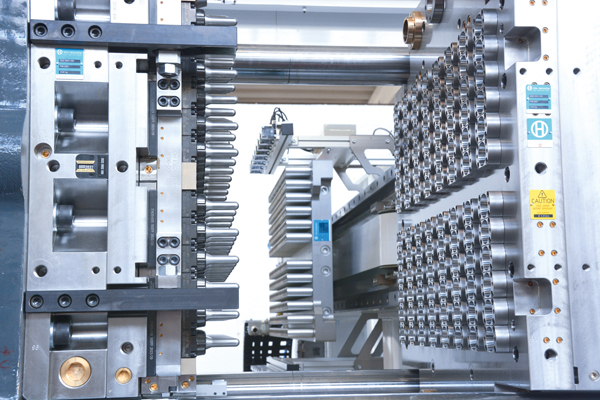
Grob: We have further developed some technological highlights and implemented them with BMB, such as the kinematics of the electric and very energy-efficient clamping unit. Further fine-tuning of the toggle geometry and optimisations in the parameter settings of the drive control have once again resulted in an improvement in the dynamic of the kinematics. The conceptual design with the so-called cross-head platen, which moves in the system, and the central force application provide excellent values regarding platen parallelism and deflection and guarantee minimum mould wear.
How does this dynamic affect lockto-lock times?
Zatti: All in all, the smooth movements of the clamping unit allow us to achieve lock-to-lock times of less than two seconds. That is standard in the highperformance range. We ran 1.9 seconds in the tests and will show maximum 2.0 seconds at drinktec. Generally, we aim to run under two seconds as standard.
Grob: Of course, the effective lock-to-lock time depends on the preform design. The shorter a preform, the faster the removal times, as a result of shorter strokes. It is worth mentioning that our clamping unit, despite the highest dynamics, enables the production of preforms over 200 mm in length. Our competitors, who have optimised for mass production, have reduced the strokes even further.