
With one tank fill, drive 33 percent more kilometres. Who wouldn’t say “yes”? With the upgrade sets from 72 to 96 and from 96 to 128 cavities, from MHT Mold & Hotrunner Technology AG (Germany), preform manufacturers who use a Husky HyPET 300 or 400 injection molding machine, can produce 33 percent more preforms – without needing to make changes to their machine!
In the entire packaging industry, the signs point to more sustainability and saving resources. With this requirement, the development team set to work its task. The result: An improved degree of effectiveness, higher cooling and energy efficiency and finally, the ecologically and economically purposeful possibility of continuing to operate an existing machine with higher output.
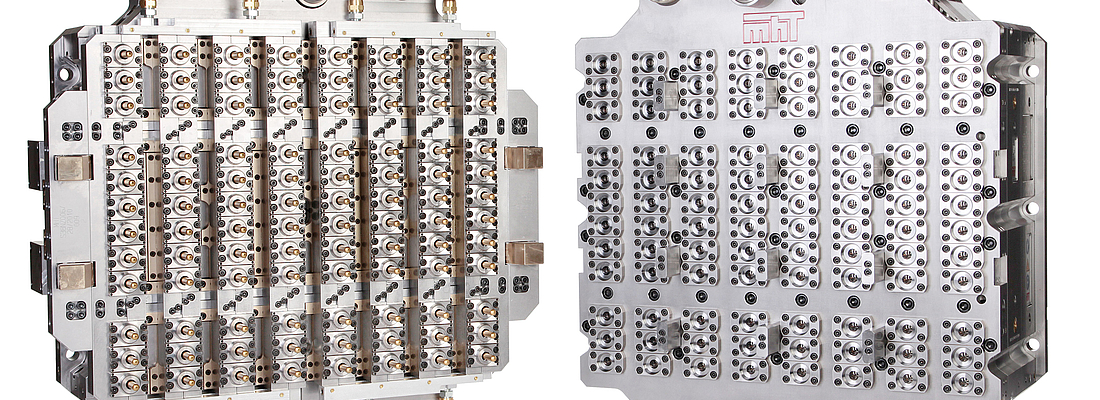
By moving the cavities slightly closer together and adding a row of cavities on the left and right, the MHT team achieved a higher cavitation without making the molds much wider. The stacks, i.e. the molds, in which the preforms are created, are identical with those of the 72-cavity mold that has been well-proven for years. The space saving therefore does not go hand-in-hand with a more filigree mode of construction, which may be more susceptible to faults.
The pilot project is running very successfully with a leading preform and bottle manufacturer in South America. The approx. 85 mm long and 15 g heavy preform with a PCO 1881 thread is created in a cycle time of 9.0 s.
So that the injection molding machine can operate the mold, the upgrade adapts to it, as the control unit of the Husky HyPET 300 is designed for a maximum of 72 cavities. With the nozzle control, there are two options. Nozzles of the same thermal type are either combined, so that a total of 72 regular positions again result for the machine, or an external device takes over the control of all 96 nozzles. (The upgrade set for HyPET 400 works accordingly.) With the second option the customer also receives the possibility of running the machine in the so-called single-nozzle regular operation. This means: The mold is equipped with nozzle thermal sensors and at each individual cavity, the temperature is constantly queried and regulated during operation.
When the preforms are produced, they need to be post-cooled in order to be dimensionally stable for the further handling as bulk material. This is where a self-developed, three-stage-post-mold cooling solution appears, for which an international patent has been applied for. The innovation of the MHTcoolMAX lies in the detail of the cooling plate. The plate, from which the cooling pins protrude, is water-cooled; air that flows through into the preforms therefore arrives there significantly cooler than from uncooled plates. In the inner space of the preforms, this solution differs from those of other vendors due to its reversed coolant flow. The air initially brushes past on the preform wall toward the front and then arrives back through the inside of the cooling pins, which iincreases the cooling effect on the perform. In addition to this, the flow of coolant is divided directly after penetrating the preform and part of the air is directed to the inner space of the thread. The upgrade set is available for preforms up to a maximum water thread diameter of 30/25. MHT assumes the complete project management of the prototype production, right up to ramp-up of series production and guarantees a smooth-running changeover to the new number of cavities. The upgrade set is offered within the context of a mold exchange or conversion, such as to a different preform design or weight. |
After installation by an MHT service engineer, it is only a matter of “plug & play” for the preform producer – but with one-third more output than previously.
Note: Husky® and HyPET® are registered trademarks of Husky Injection Molding Systems, Ltd., with its headquarters in Bolton / Canada. MHT Mold & Hotrunner Technology AG has no connection to Husky.