
- Greater line efficiency thanks to shorter changeovers
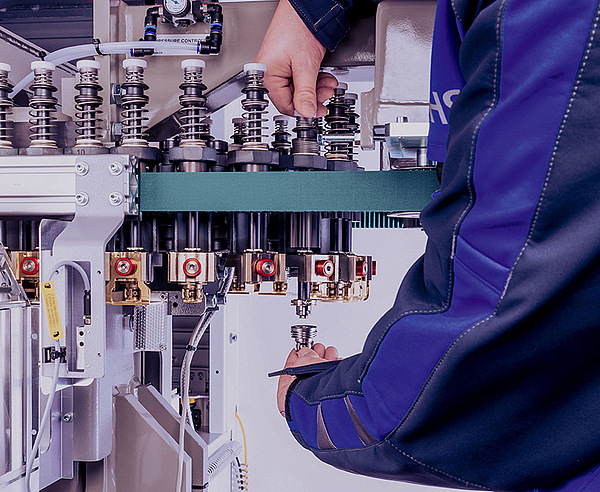
- In-built magazine for easier replacement of change parts
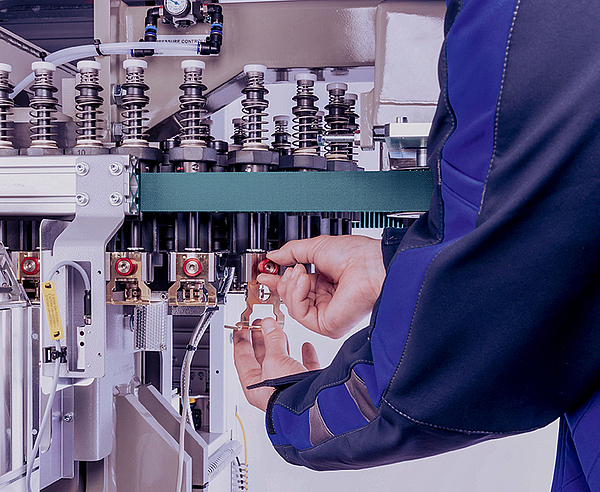
- Newly developed mandrel heads can be removed more quickly
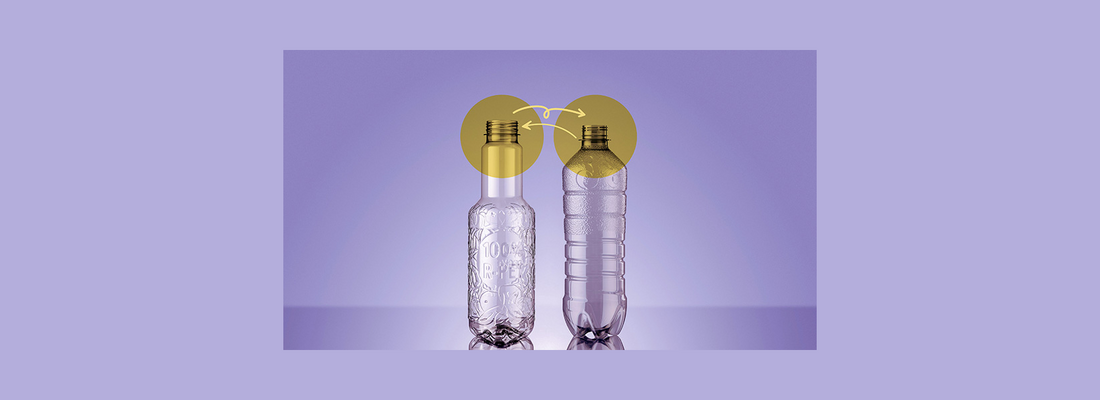
Whereas in the past only one category of product was usually run on aseptic lines, bottlers of sensitive beverages now face an ever-growing demand for flexibility. Beverage producers who process both aseptically filled beverages and juice and carbonated soft drinks need to use 38-millimeter bottle necks for the former and containers with 28-millimeter openings for the latter. If the bottle neck is to be changed on a PET line, however, to date a comparatively large amount of effort was required to convert the stretch blow molder in particular. Machines were often stopped for up to four hours, tying up the often very few operators of the same for a disproportionately long period of time. With its new, simplified neck changeovers KHS has now shortened the time needed to convert the InnoPET Blomax stretch blow molder – including the preform infeed.
It is usual to try to only manufacture and fill bottles with an identical neck on one line. If a water bottler wants to produce a still and a carbonated product alternately, until now it had to decide whether to use the higher and heavier neck really only necessary for carbonated water for both products or not. The bottler would then save time but waste material and money in the filling of the still water. The alternative would be to live with the long intermittent downtimes caused by a neck changeover. Besides these considerations, marketing often plays a role in a decision like this, calling for a bottle adapted to suit the various products. Combined lines such as these that require neck changes are very often found in Japan.
Complex process made simple
In order to gain an idea of just how complex the exchange of parts for the above process is on the stretch blow molder alone, it is worth taking a closer look at the individual steps involved. First, the preform infeed needs to be adjusted and what are known as the mandrel heads replaced that are wedged into the preform necks to guide these safely through the heating module. The grippers that transport the preforms by their necks to the blow wheel are then exchanged on the star wheel. Finally, the molds in the blow stations, the blow nozzles and often the stretch rods and further grippers downstream that feed the finished containers to the subsequent filler need to be changed over. Here, the number of parts that need replacing depends on the size of the machine. The mandrels and shields especially are of particular importance: the higher the machine output, the longer the heater, as the containers may move faster but always need the same amount of time to heat up. On an InnoPET Blomax 16 stretch blow molder with a capacity of up to 48,000 bottles per hour, around 170 mandrel heads and shields have to be changed by hand, for instance. This means that this part of the neck change is particularly relevant when it comes to the amount of time needed – unlike the exchange of the just 20 grippers that is quick in comparison.