

From flake to pellet with VACUNITE®.

EREMA’s new bottle-to-bottle process for food-contact-compliant rPET pellets delivers impressive, highly efficient decontamination, compactness and low energy consumption.
In order to be approved for food contact, recycled plastics must meet increasingly stringent quality criteria that lead to more demanding recycling processes. At the same time, the demand for high-quality recyclates is increasing because legal requirements and voluntary commitments of leading brand manufacturers demand a higher use of recyclates in the end products. Although this increases the collection rate, it also leads to poorer quality input materials because the proportion of inhomogeneous components in the material flow also increases. This means that today’s recycling plants have to produce better quality output material with poorer quality input material.
With the new VACUNITE® bottle-to-bottle process, a PET recycling system has been developed for the first time that meets these requirements and manages the difficult balancing act between declining quality of the input material and increasingly stringent requirements on the recycled materials.
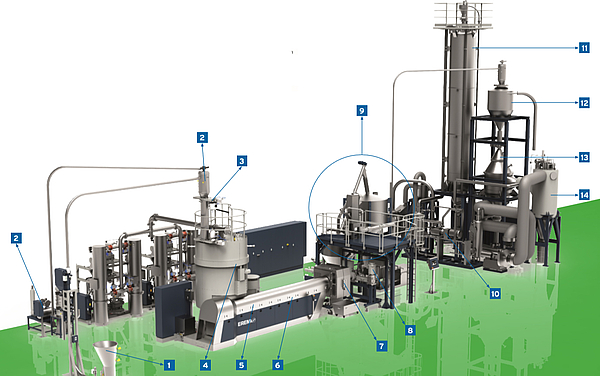
Fig 1: In the VACUNITE® system, EREMA combines its VACUREMA® technology with the newly patented vacuum assisted nitrogen SSP from Polymetrix. (Photo credit: EREMA)
VACUNITE® PET recycling system
The VACUNITE® process is based on the combination of VACUREMA® technology - which has been proven over the past 20 years and has been further developed especially for this application - together with newly patented vacuum-assisted Solid State Polycondensation (SSP), which was also specially developed by Polymetrix (the manufacturer) for EREMA for this demanding application. The integration of the two technologies (see Fig. 1), in which all thermal process steps take place in a nitrogen and/or vacuum atmosphere, is new, bringing together established technologies to deliver the results demanded by the market.
The process
The starting product is conventional hot washed PET bottle flakes. These are converted into spherical, crystalline pellets with viscosity and purity values corresponding to those of virgin material and which hardly show any yellow colouring. For processing, the flakes are fed via a vacuum conveyor from a big bag or a silo to the first section of the plant, which is based on VACUREMA® technology. Already during the conveying process, the flakes are freed from the very light dust that results from the grinding that takes place during the washing process and various pneumatic processes. Heavy dust and fines do not have to be separated. This is where a significant advantage of VACUREMA® technology comes into play, because thanks to the energy input by mechanical friction, it can handle dust and fine particles much better than other technologies. This process step is particularly suitable for applications in which PET fines, i.e. waste products from the washing plants, are used exclusively as input material because in the production of strapping belts, for example, there is no need for costly and time-consuming dedusting. Previously, this kind of material was used for thermal recycling.
For the bottle-to-bottle application, the flakes are filled in small batches into the application hopper above the entry sluice. This is designed in such a way that it needs to activate once or twice per minute (see Fig 1, item 3). The sluice is necessary to maintain a vacuum in the reactor of <10 mbar. What is new - and a special feature of VACUNITE® technology - is that the sluice and reactor are purged with highpurity nitrogen (99.99 % N2 ). In ambient air the oxygen content is about 21%, while at 10 mbar absolute it is only around 200 ppm. Nitrogen purging significantly reduces the residual oxygen content to < 3ppm (0.0003 %) to further reduce the yellow colouration.. At a constant material level of 90 percent inside the reactor, the input material is processed at a vacuum of < 10 mbar. The vacuum lowers the evaporation point of diffused substances such as water and limonene et al (see Fig 2), while surface moisture in the upper part of the reactor evaporates and is extracted within a few seconds. The dwell time in the reactor is between one-and-a-half and two hours, depending on the throughput. The material passes through three process steps. Following the dehumidification described above, it is brought up to process temperature (~ 190°C) within a few minutes using thermal energy generated by the friction of the agitator, and then it is decontaminated. The increased temperature in the reactor causes migrated post-consumer substances and water to diffuse to the surface of the flakes, where they evaporate again due to the reduced partial pressure. This dehumidification stage reduces IV loss.
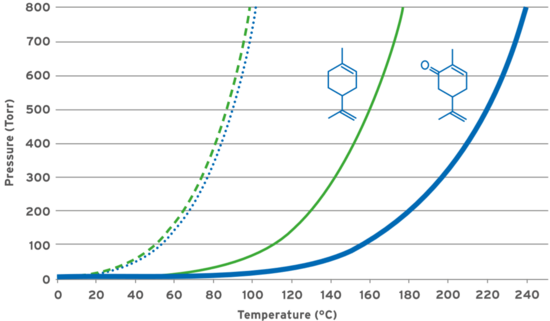
Fig 2: Vapor Pressure-Temperature Diagram for Water, Carvone and Limonene (Source: Vapor Pressure-Temperature for Water, Carvone and Limonene, graph based on Landrie, 09/2006)
In addition to decontamination and drying, the bulk density increase inside the reactor is up to 100 % and the flakes are crystallized. This allows the extruder to be fed in a constant flow, which is an essential prerequisite for consistent throughput rates. The material is fed into the extruder under vacuum tangentially in the direction opposite to extrusion. This patented arrangement of reactor and extruder ensures very gentle melting of the PET flakes. Gases given off in the process are extracted backwards via the reactor. Due to the high temperature inside the reactor, the extruder has to introduce less melt energy into the material, so the screw can be up to 40% shorter than in comparable recycling systems. Because of this and because no additional degassing is required in the middle of the extruder, the dwell time of the material in the extruder is considerably shorter. The efficient pre-drying in the reactor and the short length of screw reduce the IV loss of the PET material to a minimum (Fig 3).
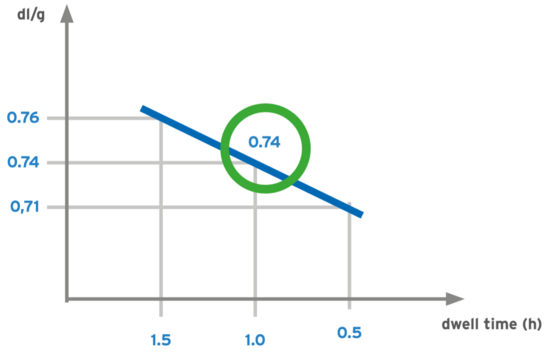
Fig 3: IV stabilization in the first VACUNITE® process section, based on proven VACUREMA® technology from EREMA, source: Erema
Melt filtration
The pressure required for melt filtration is built up in the extruder. This involves an EREMA backflush filter with about 40µm filtration fineness. The advantage of the EREMA filter compared to other filters is the very large active filtration area, which lowers the pressure in the extruder to prevent solid contaminants being forced through the filtration medium. The melt filter operates semi-automatically, i.e. backflush sequences are triggered depending on the differential pressure and the screen is backflushed with clean material (1 percent material loss). If the backflushing efficiency decreases, the screens must be changed manually, usually once a day.
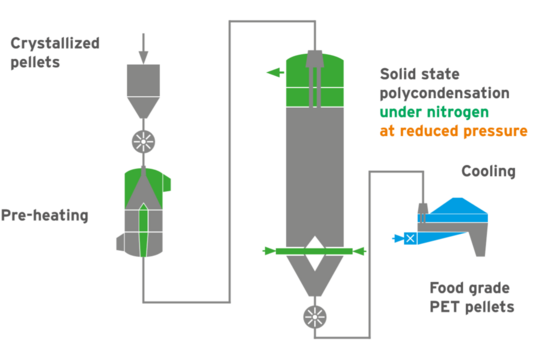
Fig 4: Process flow diagram of the second process stage, the patented nitrogen SSP system, source: Erema
Inline crystallization (underwater pelletizer) The filtered PET melt is then cut in hot water and transported a very short distance to the centrifuge, where the pellets are crystallized by latent heat crystallization from the inside to the outside without the need for an external source of energy. The special configuration of this process and the temperature control of the VACUNITE process enables very high crystallization rates (>40%, determined using the density method) without having to install an additional post-crystallization process. This in turn brings advantages for our customers in terms of the number of components and energy efficiency, because overall the VACUNITE® concept requires a good 40% fewer components and thus up to 36% less energy than comparable systems on the market.
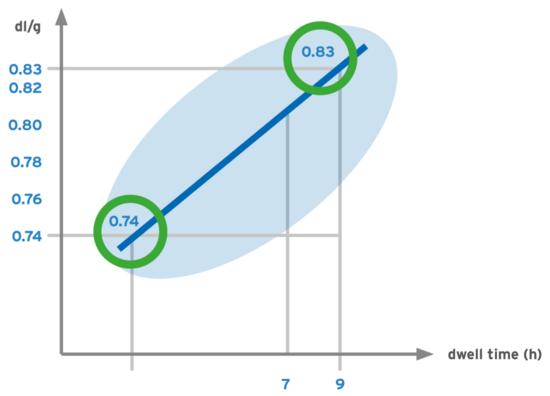
Fig 5: IV increase in patented, vacuum-assisted SSP system, source: Erema
Patented vacuum assisted nitrogen solid state polycondensation (SSP) The food-grade, spherical and crystalline pellets obtained in this way are fed to the nitrogen SSP in a hot state. This patented system was developed exclusively for EREMA by Polymetrix and has the following special features (Fig 4): The pellets from inline crystallization are blown into a buffer vessel via a pressure transport system. There, a rotary valve separates the ambient atmosphere from the nitrogen environment. In order to counteract discoloration at elevated temperatures, the pellets are then brought up to process temperature in a preheater with nitrogen and fed into the SSP. There a separation between normal pressure and negative pressure takes place again, so that a vacuum-assisted nitrogen atmosphere can be guaranteed. The vacuum is generated by water ring pumps without additional mechanical boosters, as in this case a moderate vacuum is sufficient due to the dry material. In addition, the SSP is purged with fresh N2 . The combination of vacuum, the right nitrogen flow rate, temperature, dwell time and very narrow dwell time spectrum enables defined process control and results in unique decontamination performance.
The nitrogen is injected into the SSP by means of a contraflow process. On its way to the top, it absorbs contaminants, glycol and water from the pellets, which are the by-products of the IV increasing process. In the subsequent water ring pump system, the nitrogen is purified again so that it can be returned to the upstream process steps. In addition, the viscosity in the SSP is raised again to values suitable for preform production. (Fig 5).
In a final process step, the pellets are finally cooled in a fluidized bed and de-dusted in parallel to increase the transparency of the preforms. The same cooling can also be used for the VACUREMA® BASIC system, i.e. an operating mode without IV increase and without SSP e.g. for sheet or fiber applications is possible.
As an end product, the new VACUNITE® technology produces rPET pellets of unique quality which, in terms of food contact compliance, significantly exceed both the current legal requirements and the even higher requirements of leading brand owners.
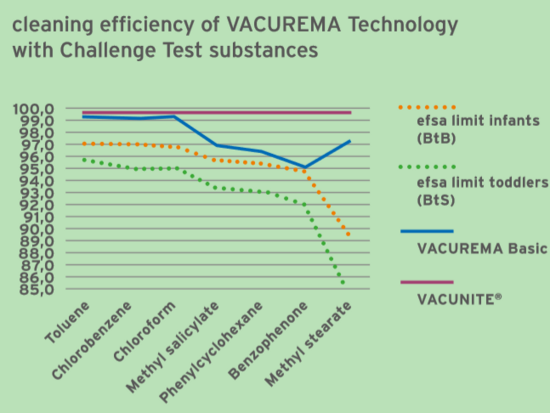
Decontamination – Challenge Test
Decontamination performance must be verified in the industry by means of challenge tests. The flakes are artificially contaminated with alternative chemicals, so-called surrogates, and then go through the decontamination process. Then the number of surrogates left is measured. Different values have to be achieved depending on official regulations (efsa, FDA) or specifications of the brand manufacturers (Coca-Cola, Nestlé, Danone, PepsiCo).
Challenge test results VACUREMA® Basic, on which the first VACUNITE® process section is based, source: EREMA, efsa journal 4842, 04/05/2017
Compact and resource-saving VACUNITE® is special not only because of the exceptional quality of the output material. The goal during development was also to design a compact and highly standardized modular system, which creates the prerequisite for a very high degree of automation. Depending on the machine type, a floor area of 50 to 60 square metres is sufficient for the SSP section or around 200 square metres for the entire plant (depending on plant size and local conditions, see Fig 6). The height and substructure also have less impact on the dimensions of the plant building compared to other SSP solutions. The energy consumption of VACUNITE® for the entire production process from the flake to the final pellets amounts to a mere 0.35 kWh per kg.
We are sure that with VACUNITE® we have once again succeeded in demonstrating EREMA’s role as the innovation leader in PET recycling. Following XTREME Renew (Direct Inline Flake to Preform) in 2017, and world´s first tray-to-tray recyclingsystem in 2018, we are now offering our bottle-to-bottle customers another innovation - a new technology that sets new standards at all levels, from technical performance to recyclate quality.
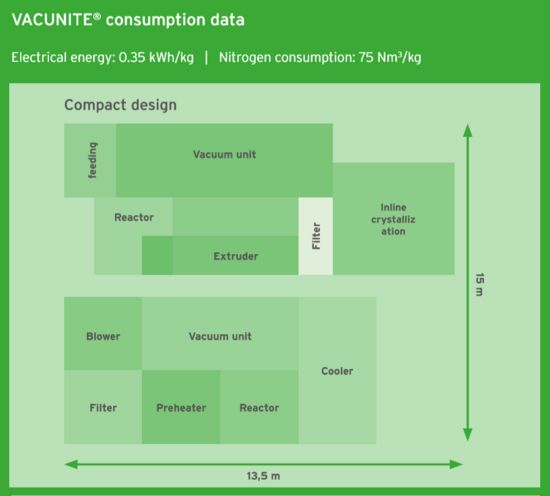
Fig 6: VACUNITE® module configuration and space requirements

The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
