Background
Ngoc Nghia Industry (NN), is a Vietnamese leader in the rigid packaging sector and PET converter, specializing in bottle blow-molding, injection molding, and cap compression molding.
Ngoc Nghia Industry has commissioned Frigel Group, as part of a series of projects, to completely retrofit the cooling system of its “Interpet” plant located in Tay Ninh province (HCMC), where PET preforms are produced.
The old system was composed of 4 evaporative cooling towers and 8 water-cooled chillers.
Main objectives
- Replacing of water-cooled chillers: replacement of the 8 existing water-cooled chillers, which supply chilled water to the molds, hot runners and mold dehumidifiers.
- Cooling towers replacement: replacement of 4 cooling towers (350 CTR each) that supply water to the water-cooled chillers, resin dryers and oil coolers of the 8 IMMs.
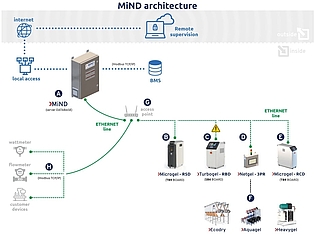
- Energy audit of the cooling system: Frigel, as part of the agreement with the customer, will carry out an energy audit of the entire cooling system, before and after the retrofit, in order to assess the actual energy saving. The data collected with the help of the Frigel MiND supervision system will be available to the customer and allow the efficiency of the new system to be assessed.
Project & Solution
The layout of the site presented the ideal conditions for a typical Frigel “Ecodry system”, consisting of high-efficiency RVM Microgel side-machine individual chillers for high performance mold cooling and Ecodry adiabatic cooler for overall heat dissipation.
1. Replacing of water-cooled chillers
Due to the high performances required, both in terms of flow rate and temperature control, of PET preforms applications, Microgels from the RVM range were chosen for this project.
In fact, RVMs are specifically designed to reduce cooling times in the packaging applications, in particular for the production of PET preforms, caps and blown products.
They can be digitally synchronized with the molding machine and allow to search and store the best flow and temperature configurations that optimize product quality, with the minimum possible cooling time. All RVMs are equipped with high-efficiency pumps and compressor, both under inverter control, which allow an optimization of pressure-flow-temperature of each individual process. All in all, these features can allow for a cycle time reduction up to 30%.