
Extrusion blow moulding machine manufacturer BBM discovers stretch blow moulding process for itself and its clients

After 20 years in business, manufacturing company BBM, a supplier to extrusion blow moulding facilities, is now forging a new path construct-ing single-stage stretch blow moulding machines for the PET market. As ever, the quality of the machines and the PET packaging is para- mount here.


Mr Schulte, your company is about to celebrate a jubilee marking 20 years of extrusion blow moulding with BBM — and now EcoPET. Let us begin with the shortest and simplest of questions, though as we all know these are sometimes not the easiest to answer: why?
B. Schulte: We gave this question a great deal of thought, and yes, we came up with answers. For 20 years now, we have enjoyed market success with our all-electric extrusion blow moulding machines. This not only applies to our technical components, we are a strong player in the packaging sector as well. Many of the containers produced on our machines — especially the standard extrusion blow moulding systems — are made from HDPE. Our customers have been leaning on us to consider producing equivalent containers using PET for some time, presenting really interesting cases that stuck in our minds. PET substitution therefore emerged from this.
Does this idea originate in the market? Do your customers want PET machine technology a? la BBM?
W. Bonerath: Yes, without a doubt. As I see it, the market is tending to shift in this direction. Many products are set to switch from HDPE to PET. And packaging manufacturers who have previously concentrated on extrusion blow moulding are becoming increasingly open to PET, as they want to be able to meet their clients’ demands.
B. Schulte: A strategy, which involved establishing a second business, quickly developed from the idea. This is driven by our customers, who approach us with their desire to equip themselves with PET machinery. To penetrate this technology, they need us to be their partner in our role as a reliable supplier. We relished this technical challenge and were only too happy to respond to it. Now, we are delighted that we no longer need to pass our customers on to the well-known manufacturers in the market.
What are your target markets?
W. Bonerath: BBM’s history and vast experience in extrusion blow moulding have led us to tap the cosmetics, household and food markets with our newly developed machine technology, as well as those for high-quality and luxury packaging. We are talking about beauty and healthcare products here, as well as pharmaceuticals. Our machines are also equipped for products such as detergents, agrochemicals and foodstuffs. This means that we do not focus on high-capacity plants, e.g. such as that for water or CSDs.
Was it your original intention to employ a single-stage process?
W. Bonerath: Yes, absolutely. Our target markets demand flawless, completely undamaged containers. In terms of process engineering, the single-stage process has the particular advantage that containers are produced and delivered completely intact, i.e. without any scratches or marks. Also, the markets we serve have higher growth rates than those of the CSD and water markets, and they have somewhat larger margins.
On the subject of ‘margins’, this brings me back to my initial question, the question as to ‘why’? The market is fiercely competitive. How are you facing the fight?
B. Schulte: Our machines fall within the top price bracket — I’m talking about our extrusion blow moulding machines now. This is part of our company philosophy: high quality comes at a price. We are now adopting a similar approach with our EcoPET machines. And our customers follow the same strategy: high-quality products equal prices to match. We equip our machines with everything a customer needs, or even with all that we believe a customer needs. Our components are produced locally, with all our suppliers situated within an 80 km radius. Our purchasing department would love to be able to expand this circle a little, but we like having this proximity, as we are able to get parts extremely quickly if needed. First-class workmanship “Made in Germany” is our motto. Our customers value this, and are willing to pay for it.

Did you get any of your clients on board as partners in the early stages? As far as I know, you have your first machine up and running with a customer in Africa?
B.Schulte: We have produced three machines to date, with the third currently under construction. We have relevant projects, or partners who put their trust in us, where all our machines are concerned. The third machine, for example, produces squeezable honey bottles. The first machine already makes a “family” of bottles, in other words it produces various bottles all using the same preform design.
Being able to provide clients from your extrusion blow moulding business directly with PET machinery gives you a great advantage. Your clients have confidence in your mastery of PET technology, even though it is new to BBM. Is there a service focus embedded in your sales strategy, perhaps?
B. Schulte: We have local service facilities, for example in the Middle East, Russia and Australia. We don’t have a service network typical of the big injection moulding machine manufacturers. Of course, they have extensive service organisations; this is due to the fact that there is only one blow moulding machine for every hundred or so injection moulding machines worldwide. We won’t position ourselves based on our existing service network, however, but instead will support the customers who are on the brink of switching from HDPE to PET for one application or another and offer them our machines.
Do you offer, or use, digital technology to provide local support for your clients?
B. Schulte: We have a well-established remote service and it works very well. We have also installed cameras in the machines meaning that, we are actually able to rectify 90% of all faults remotely.
Does this mean that the job description of service engineers at your company differs from that of the past?
B. Schulte: It has changed completely. You may have met some of our old-school fitters: some of them used to be very fond of abdicating responsibility, saying things like: “I don’t know who screwed it together.” The project approach has changed this dramatically, at least in our company. We work in project teams from the very outset, i.e. as soon as the first parts of the machine are made. The team constructs the machine, runs it through approval with the client, and is also responsible for assembling the machine on site. As a result, the team identifies closely with the machine — and also with the customer. Commissioning therefore runs smoothly — all technical issues having been resolved beforehand, all difficulties overcome.
Staying on the topic of employees, did you get the impression that anyone was afraid of the new technology?
B. Schulte: I would put it like this: we have a great deal of respect for it, as it is a new and different technology for us. We recognised early on that PET technology has different issues, that individual steps are much more important than they are in extrusion blow moulding. Nevertheless, being quite a young company, we always openly address new challenges. What is more, we are also well aware of the challenges in our traditional areas of expertise, for example with respect to our new extrusion blow moulding system, which can blow a 5000 l tank, for example. This is how it should be. It is also why we are con dent of being able to overcome any problems that arise or challenges facing us with the PET facilities. And in Mr Bonerath, we have an experienced partner who supports us exceptionally well.
W. Bonerath: I would add a few technical details, which demonstrate that the EcoPET machines are not that different from extrusion blow moulding machines. Because we use a shooting pot — similar to an accumulator in extrusion blow moulding — the injection unit or extruder also runs continuously in the EcoPET. Everything, including holding pressure regulation, injection and so on, is done via the shooting pot. Other similarities are found in how wall thickness is controlled. Whilst in extrusion blow moulding the wall thickness of a container is regulated using a wall thickness control unit on the blow head, in stretch blow moulding it is adjusted by means of infrared radiation in the conditioning station. Naturally, preform design, temperature levels and the stretch and pressure profile also play a role here.

In extrusion blow moulding, the design process relates to the container and the wall thickness profile of the preform, i.e. the parison, has to be de ned. This differs enormously from the PET process where it is the bottles and preforms that are designed. Do you have this expertise in- house?
W. Bonerath: Most customers approach us with an extrusion blow moulded bottle — or even with a PET bottle. It then doesn’t take long to arrive at a bottle design. We design preforms in line with the degree of longitudinal and transverse stretching commonly used today, although of course we have to try to accept certain compromises, particularly in single-stage processes. We want to produce as many different bottles as possible from the same preform design, sometimes generating bottles that are fundamentally different and not necessarily of the same bottle family. The preform mould on the injection side is only changed when absolutely necessary.
Do you already have a technical centre for bottle development?
B. Schulte: Yes, we do. It will also contain a production machine so that we can conduct trials, such as mould trials and process engineering tests under real-life production conditions. We can also provide training for customers and employees here.
When designing and developing bottles, do you currently focus “solely” on reagent bottles, or do you also have plans to produce oval bottles? Perhaps even heat set technologies?
B. Schulte: The processing and mechanical capabilities necessary for producing oval bottles have been incorporated into the machines as standard. This means that the technology is also included as a standard in the software and machine control units. In the cosmetics and household packaging markets that we are hoping to capture, this is simply a must. Heat set technology is not something we are focusing on at the moment, and in general it is of limited relevance to the single-stage process.
Are there any changes to your range of machinery for smaller bottle sizes, e.g. for 20, 50 and 100 ml bottles?
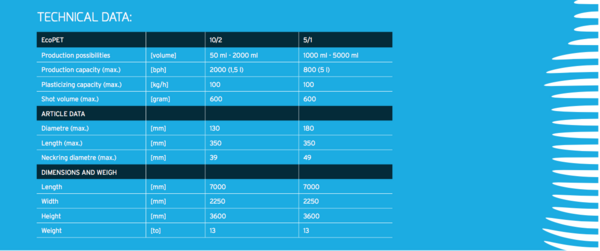
W. Bonerath: The machine remains unchanged. It is not scaled down for smaller bottle format applications. Even the 10:2 ratio between the preform injection and blow moulding cycles is maintained.

Glass-look bottles are growing in popularity for cosmetics packaging. Can the EcoPET process these materials?
B. Schulte: Yes, we can process glass polymers. We have already received specific requests for thick-walled cosmetics bottles and vials, and are facing challenges here. This market holds considerable interest for our customers. The margins are higher, and good products achieve a commensurate price.
To what extent can you exploit synergies between extrusion blow moulding and the new PET sector?
B. Schulte: Synergies do exist, this is abundantly clear. For example, we have certain coatings in the accumulator heads of our extrusion units which may become important for the shooting pot in the EcoPET. Today, our R&D department is already working on developments that we can transfer from the EcoPET to blow moulds and from blow moulds to the EcoPET.
What sort of responses are you seeing from the industry?
At the last K-Show, we distributed a brochure providing the very first indication of this venture. It was there that we announced our entry into PET. We received varied responses from the different factions, ranging from surprised and taken aback to “ finally someone is doing it”.



What do you see as the fundamental differences between the EcoPet and its competitors?
W. Bonerath: We should emphasise the ideal ratio of 5:1 between injection and blow moulding. This means, for instance, that for bottles of up to 1.5 l, there is a ten-cavity mould for parison injection and a two-cavity blow moulding station. The blowing capacity here can reach up to 1.200 bottles per hour per mould. A shell mould concept is used to ensure high-speed product changeovers. This is also an extremely cost-effective solution when the bottle neck design is the same. By modifying the core, we also have the option to vary the preform weight by +/- 5 g on the injection side.
The hot runner is something new for the extrusion blow moulding engineers. What system are you using?
W. Bonerath: We are using a renowned supplier for this, and purchase injection moulds with hot runners from MHT.
What technical and technological developments in PET can we expect to see from BBM over the coming years?
B. Schulte: Handleware bottles made from PET — specifically standard PET as PETG is simply too expensive — represent one area where we are hard at work. I don’t want to give too much away, but it is a machine that combines aspects of the EcoPET with those of an extrusion blow moulding system. The first of these machines will be ready in the autumn. We are also planning to extend the EcoPET machine range to 5 l bottles, and to 20 l bottles in the years to come.
And what developments in BBM as a company should we anticipate in future? Who will lead the company to its 30th jubilee?
B. Schulte: You see that my son is already here at the table. He was heavily involved in developing the EcoPET system. We have already made good headway with the plans for our succession arrangements, and both sons have decided to join the company from the end of 2020. Whether our daughter will join as well remains an open question for now. But to come back to your question — we’ll just have to wait and see.
Many thanks for talking to us.

The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
