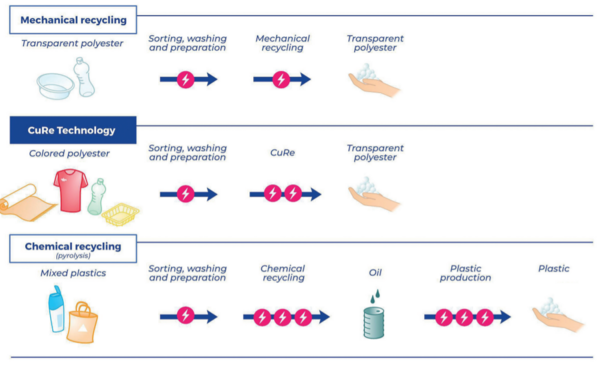
A technology is needed that makes these material flows fit for high-quality reuse in an efficient manner. CuRe Technology deals with this approach, and the vision is a fully circular polyester chain. In the current phase, it becomes apparent that 100% rPET - consisting of 70% from mechanical recycling and 30% from enhanced CuRe recycling - can be a material from which 100% rPET bottles can be made. The result is clear bottles that meet all quality requirements.
With the development of CuRe Technology Cumapol, DSM-Niaga, DuFor, Morssinkhof and the NHL Stenden University are jointly on the way to a scalable solution. Veerman thinks big: “We are in the pilot phase, currently preparing the process for industrial scale. In the long term, we will need locations worldwide, because waste materials for which mechanical recycling is not suitable occur everywhere.”
Matthijs Veerman: ''We are in the pilot phase, currently preparing the process for industrial scale. In the long term, we will need locations worldwide, because waste materials for which mechanical recycling is not suitable occur everywhere.''
Coca-Cola supports enhanced recycling projects such as CuRe Technology to explore options. In 2019 Coca-Cola presented the “Marine Littering” bottle. It was also created in cooperation with a startup from enhanced recycling, Ioniqa Technologies, also from the Netherlands.
Kunerth: “We can well imagine that enhanced recycling processes that cut back polymer structures to a certain degree and generate new material from them are beneficial for us on the way to our ambitious goals. That is why we take a closer look and, together with CCEP*, provide our expertise, also time and money.”
Various stakeholder competing for rPET
Kunerth sees mechanical recycling as the backbone for PET recycling - and has the competition for the material in mind. For him, it is not just about the fact that competitors in the market will also increase the rPET share in their packaging and that competition will increase as a result. From his point of view, it is imperative to keep the packaging that is qualified to be used for food - in his words, the “supreme discipline” - in the cycle of food packaging. “It is a shame when rPET material flows out of this stream to other industries and is therefore no longer available for renewed food use after mechanical recycling. The material is not only used in textiles, but also in packaging for detergents and cleaning agents, for example, or in film. So it is lost for food applications.” In Kunerth’s view, PET from beverage bottles should first be used for beverage bottles. Any gap that arises due to process losses etc. can be closed with “enhanced recycling” to guarantee a closed cycle in the long term.
This is how it can work in markets that operate a sophisticated collection system for PET beverage bottles. It ensures that 100% of food-grade PET arrives at the recycling plants. In the German market with the established deposit system, 95% of all bottles are returned.
For Kunerth, the prospects that enhanced recycling offers for the future is essential: It increases flexibility and creates independence. And that in the long term and regardless of location. Kunerth: “That is why we see it as the right way to invest in enhanced recycling processes: We are gaining a further component to stabilize the cycle.” *
www.coca-cola.com
_______________
*Coca-Cola European Partners