
There are many factors to consider when speaking of process control in re-heat stretch blowmolding. Starting with the quality and capabilities of the blowmolding platform, the ability to manage the immediate environment surrounding the blowmolder, the control of the preform pedigree, and finally, how well these effects or variations to the process can be measured.

Since the inception of blowmolding, it has been the responsibility of the process engineer and the operator to periodically measure the process and react by adjusting the proper blowmolder controls. The continuous development of technology by the blowmolder manufacturers has driven container weight and the rate of container production far beyond the limits of the classical process sampling paradigm. Ironically, in an age where a strong statistical foundation is key to optimizing a production process, the ability to measure the process has been limited. In this article, we will explore some of the difficulties in controlling the process with traditional sampling methods and introduce Total Process Control methods that will provide a solid container production process well into the future.
Sampling Paradigms
Traditional sampling methods for a PET re-heat stretch blowmolding process include high and low frequency process measurements. The high-frequency or short-term process measurements are most critical to understand what is occurring in the process. This information is typically used by the operator to make immediate adjustments to the process by modifying oven and blow mold settings. Container section weights, top load characteristics, base clearance, dimensions, and burst pressure are among the key container performance measurements that are used to make short term adjustments to the process. While there are a number of measurements that an operator can use to understand the short- term process variation, because of the time it takes to make and interpret the measurements, the process variation present in the measurements is less likely to represent the actual process variation. Several of these measurements are taken on an hourly basis while others are taken once per shift or even once a day. When you think of a process that only needs to be adjusted on an hourly basis you may think of a slow moving, low production rate process. In fact, the production re-heat stretch blowmolding process of today is anything but slow moving. With single line production speeds nearing 90,000 containers per hour for a single blowmolder, an hourly measurement will provide little process information. The information will be limited to the containers measured and the timeframe they were measured. With a traditional sampling methodology, the operator is ignoring a very high percentage of the available process information.
Measuring the Correct Parameter
The next aspect of a measurement methodology is picking the correct parameter to see the process variation. Let’s take for example, section weights. While it’s quite simple to do, the precision could be better. The typical section weight device cuts a container into 4 or 5 sections. Each of the sections is weighed to within a few tenths of a gram. This level of precision was acceptable when containers were heavier and there was no other solution. Today, with container weights dipping below 10 grams, a few tenths of a gram error on a 2.5 gram measurement or an error approaching 10% is not sufficient to manage a process.
The best way to provide timely process information is an on-line wall thickness measurement of the individual blown container. When measuring in-line, every container is evaluated for process variation. These variations can be caused by temperature shifts around the blowmolder, blowmolder variability, and preform history or pedigree. These changes occur continuously when operating the blowmolder and need to be constantly monitored to effectively control the process.
Agr International’s Process Pilot® on-line material distribution measurement [Fig. 1.0] provides high- precision, real-time process information across the entire container sidewall for every blown container. The Process Pilot system utilizes the high-precision measurement data to provide closed-loop control inputs to the blowmolder. Using the varying location of material in the container, the Process Pilot makes adjustments to the blowmolder oven and mold control parameters to minimize the overall process variation.
Precisely measuring material distribution is not a difficult task in the laboratory, but to achieve laboratory precision with an on-line thickness measurement system is challenging. The Process Pilot’s measurement system is a unique device in that it provides laboratory precision on-line thickness measurement at up to 32 locations of the container. With an extreme level of wall thickness measurement precision and coverage on every container manufactured, it is possible to make highly reliable predictions about the overall status of the re-heat stretch blowmolding process. The predictions are developed in the Process Pilot and used to adjust the blowmolder controls to stabilize the natural variations in material distribution caused by unwanted environmental and preform pedigree variation. The Process Pilot can remove significant levels of process variation that until now have prevented the processing engineer from optimizing the overall re-heat stretch blowmolding process.

FIG 1.0: Process Pilot® on-line material distribution measurement
Beyond Controlling Material Distribution
Removing unwanted process variation opens the door for further process improvement. For years there has been strong theoretical proof and anecdotal evidence that a cold mold process makes a better performing container when run as cold as possible. There are many aspects to optimizing a sampling methodology. Until recently, this was sufficient to produce good containers. However, as blowmolder speeds increased and container weights decreased, it became clear that more was needed to guarantee consistent good quality containers. Moving forward, the best solution is removing as much process variation as possible to maintain proper material distribution, as previously discussed, and minimizing the temperature of the preform during stretching without creating pearlescence.
Cold mold processing is typically used for making carbonated soft drink, water, and various other container types. In the cold mold process, getting the material to the correct location in the container requires a good container and preform design, a properly configured oven, and a well-choreographed blow and stretching process at the mold. The goal of the cold mold blowing and stretching process is to maximize the container strength and establish the final container shape. Container strength is maximized by simultaneously orienting the PET molecules in the longitudinal and circumferential directions. This is called bi-axial orientation. Bi-axial orientation strengthens the blown container which effectively creates a small pressure vessel with performance measured in the areas of burst pressure, volume expansion, top load, CO2 and O2 permeation, and environmental stress crack resistance.
Colder is Better
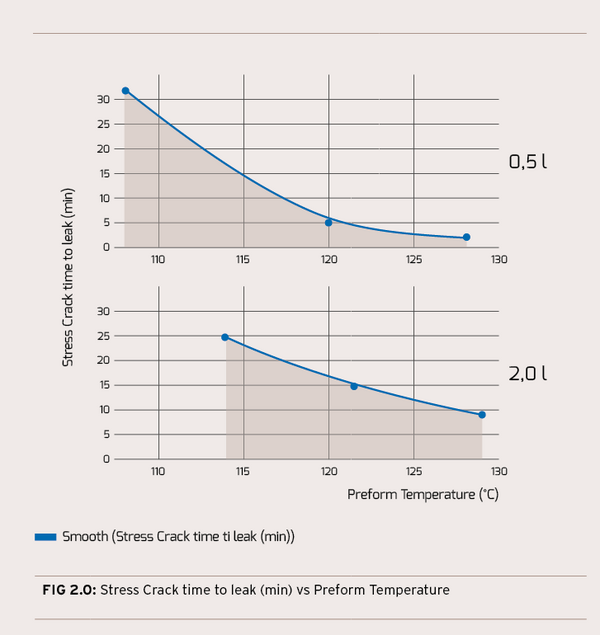
To put real numbers to the anecdotal information, “a colder process is better”, a series of Design of Experiments (DOEs) were conducted to isolate the factors that drive container performance. The DOEs were structured around preform stretching temperature. Initially, a nominal process was established. Then the process was moved warmer and colder to determine the effects of temperature on container performance [Fig. 2.0].
The results showed container performance improved across the board with the most dramatic improvement found in environmental stress crack resistance. The results in Figure 2.0 show a 0.5 liter container time to stress crack improving from under five minutes above a processing temperature of 128 °C to over 30 minutes with a processing temperature just below 110 °C. With clear improvement in container performance as temperature decreased, the next step was to identify the correct processing temperature for the best possible container.
Onset of Pearlescence
DOE findings showed that container performance improved as preform stretching temperature decreased; including temperatures cold enough to create pearlescence. Since visible pearlescence is not acceptable in a container, monitoring the on-set of pearlescence was defined as the minimum acceptable processing temperature. While the concept has been well understood for years, using an operator to produce containers at the edge of a process has proven to be very difficult.
However, monitoring the on-set of pearlescence can be accomplished using a high precision camera and provides an equivalent solution to a direct measurement of orientation with a significant reduction in technical risk and expense. When viewed by a camera, pearlescence can be detected well before the human eye.
Agr International’s CrystalView™, the newest member of the Process Pilot family, is built upon this study and can easily identify the coldest acceptable processing temperature with no pearlescence.
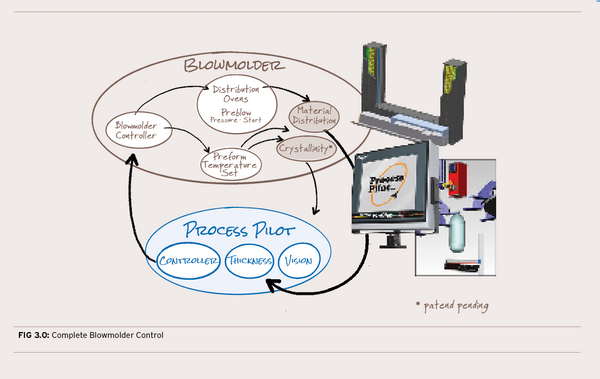
The camera-based solution, CrystalView, is integrated with the Agr International’s Process Pilot system [Fig. 3.0] and, in fact, must work in conjunction with Process Pilot® material distribution control.
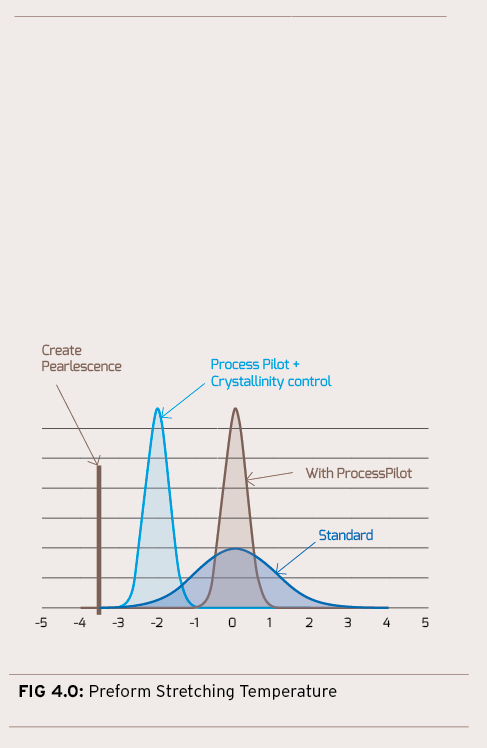
When adjusting the processing temperature to compensate for environmental changes, the level of orientation as well as the distribution of material in the container will change. Optimizing both orientation and material distribution is a challenge. Operating together, CrystalView and Process Pilot meet this challenge by simultaneously controlling the distribution of material in the container [Fig. 4.0].
The result of this pairing is an automated process control that produces a container with optimal time to stress crack, burst pressure, volume expansion, topload, and other key attributes. Additionally, operating at a lower temperature reduces energy consumption.
CONCLUSION
In summary, advancements in re-heat stretch blowmolding speeds and container weights will continue to drive the demand for automated process control. Agr International, Inc. is uniquely positioned with the Process Pilot suite of products to meet and exceed industry needs.
This article will be continued in the next issue of comPETence, TWO:15
PART 2: Optimizing the Hot Mold Process with Chemometrics

The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2024.
