
Photo credit: Avantium
MULTILAYER BARRIER TECHNOLOGY WITH PEF
PEF as a multilayer barrier technology: a sustainable way to enable long shelf life in PET bottles
Avantium Renewable Polymers, a 100% subsidiary of Avantium, plans to build a flagship plant for the production of FDCA (furandicarboxylic acid), a monomer for high performance polyesters such as PEF (polyethylene furanoate). The plant, which is aimed to be on-stream at the start of 2023, will have a nameplate capacity of 5 metric kilotons per year and be located in Delfzijl, the Netherlands.
Avantium is already producing FDCA and PEF at a smaller scale from its pilot plant in the Netherlands and is using this material to accelerate the market introduction of various high-value applications, including those in packaging. Made from renewable resources, compatible with existing recycling equipment and with outstanding barrier properties (approximately 10 times better O2 and 20 times better CO2 barriers with respect to PET /1/, PEF is full of potential promise: not as a replacement for PET, but as a side-by-side complementary technology, enabling a full polyester solution for applications where both the performance and sustainability of the incumbent is not sufficient.
PEF, a performance material
Avantium currently offers a 100% plantbased, PEF grade for development in application areas such as rigid and flexible packaging, injection molded articles, films and fibers. This resin offers outstanding barrier performance, coupled with balanced thermomechanical and processability properties. Avantium’s PEF is compatible with PET recycling assets, can be identified and sorted using near infrared technology and can also be recycled as a separate stream. When PEF is processed as part of the PET recycling stream, even 100% PEF bottles will have no negative impact on haze, color and other properties of the resulting rPET products at market penetration levels of at least up to 2% PEF into the rPET /2/.
Barrier requirements in rigid packaging
PET’s success as the material of choice for beverage packaging is due to its ideal combination of performance, design freedom, ease of processing and excellent recyclability. Despite the relatively good natural barrier of PET to O2 and CO2 ingress, limitations are quickly reached when it comes to particularly sensitive food and drink products, where the required product shelf life cannot be guaranteed by monomaterial PET packaging alone.
Emerging markets, urbanization and e-commerce are all driving forces behind the transition towards a more circular economy and therefore the increase in demand for sustainable packaging solutions such as smaller serving sizes and longer shelf life. In smaller volume bottles, the surface-to-volume ratio is higher than in larger containers, so gases are exchanged with the exterior at a higher rate. Reducing the weight of packaging has also become an important part of the sustainable design toolbox, although this may often prove to be counterproductive as reduced wall thickness without any extra barrier results in a reduced shelf life, and may lead to higher rates of food and drink spoilage and waste.
Technologies for improved barrier in PET bottles
A variety of approaches can be used to improve the barrier of PET packaging. Inorganic plasma coatings are technically effective, but offer limited flexibility in bottle design. Moreover, plasma coatings require very high initial capital investments to implement, as additional in-line coating systems must be purchased and installed at the blowing and/or filling plant. This is not a financially, or logistically, suitable option if increased barrier is required only seasonally, for certain niches of a product range or simply if the high CAPEX costs and increased complexity cannot be offset by production volumes and margins.
Multilayer bottles are a valid alternative, and consist of a layer of a different, higher barrier material co-injected with PET at the preform stage, which during SBM forms a thin film sandwiched inbetween PET in the bottle wall. Multilayer technology offers the advantage of being more flexible, since the thickness of the barrier layer can be tuned to match seasonal and geographical demand (for instance in a product intended only for export), or to satisfy the individual requirements of different products produced on the same production line. When it comes to selecting a barrier material for a multilayer bottle, polyamides such as MXD6 typically offer a passive barrier to O2 and CO2 and are widely used in bottles for CSD, carbonated waters and, to a lesser extent, for products that have a higher oxygen sensitivity. Additionally, the polyamide/ PET interface can delaminate. Although this can help during recycling, where it increases the efficiency of separation, it poses severe issues during the functional life of the bottle.
Emerging technologies such as poly(glycolic acid) (PGA) have been in development for a number of years, but have not yet found full implementation in the market.
To gain extra protection for oxygensensitive products, active barrier materials (aka ‘oxygen scavengers’) are also commonly used in PET. Instead of slowing the ingress of oxygen into the package like passive barriers, scavengers react with oxygen in the bottle walls, consuming it before it reaches the interior of the package. After their complete exhaustion the OTR of the packaging increases back to that of virgin PET.
''Co-injection processing of Avantium PEF on Husky’s latest multilayer technology is straightforward, and similar to the processing technology of PET. Several combinations were injected mid-layer centered or biased towards center, including different percentages of PEF, in open and closed dome structures. The material posed no limitation for optimal processing, therefore we were able to deliver best-inclass material distribution, positioning and consistency expected of Husky coinjection platforms. The ease of processing of Avantium’s PEF material on Husky’s HPP5 Multi-Layer Systems creates an exciting new opportunity for the optimization of package performance and achieving the greatest benefits from this promising barrier material.”
Lee Riddle Team Leader, Packaging Development Center, Husky
A common issue for incumbent barrier materials like polyamides is their poor recyclability, which can hinder fully circular bottle-to-bottle recycling. Only a small amount of multilayer containers with no more than 5% of polyamide is tolerated in the PET recycling stream, which also relies on the complete removal of the incompatible materials via air elutriation and/or caustic wash before the rPET is further processed. If residual polyamides stay in the PET stream during recycling, it results in a yellow and hazy blend with PET, which was recently reported by Avantium /2/. The demand for a barrier material with vastly improved compatibility with PET is high, in order to support the recycling process and produce more and better quality rPET.
Advantages of PEF as barrier material in multilayer PET containers
Avantium’s PEF offers several advantages when compared to incumbent barrier materials, and positions itself as a valid alternative due to its unique properties:
- Good passive barrier for both O2 and CO2
- Excellent surface compatibility with PET, resulting in a low tendency towards delamination
- Far more compatible with PET than polyamides in general and in particular during the recycling process. In the case of non-complete barrier layer removal during the sorting step, the remaining PEF will not deteriorate the quality of the resulting rPET resin.
Co-Injection molding of PET/PEF/PET multilayer Preforms
PEF can be easily processed in existing equipment used today to produce multilayer preforms, as has been demonstrated on multilayer injection systems produced by Husky.
The use of a suitable PEF grade from Avantium together with the right injection molding know-how and equipment will allow the desired layer positioning and distribution to be obtained in the preform, which will maximize the barrier performance benefits that PEF can bring to a PET bottle.
An aspect that is important to consider is the preform/bottle design combination. PEF is characterized by a high natural stretch ratio so it therefore requires more stretching than PET to undergo strain hardening and result in optimal mechanical and barrier performance. Within the design space of PET, it is advised to choose a total stretch ratio of 12 or higher. Positioning the PEF layer closer to the inner surface of the preform (core biasing) is also a way to increase the (radial) stretch ratio PEF will experience during blowing and therefore further increase strain hardening, promoting strain induced crystallization and hence peak barrier performance.
''During blowing trials the PEF content didn’t influence processability of the preforms, and with the same process and set-up we were able to produce bottles with similar material distribution and dimensions.''
Bruno Machado Technical Director Logoplaste Innovation Lab
Performance of PET/PEF/PET multilayer bottles
Multilayer preforms containing PEF were stretch blow molded to produce 500 ml bottles using standard PET bottle processes and geometries, and resulted in similar material distribution and mechanical performance (Figure 1) as a monolayer PET reference. Once stretched, a multilayer bottle with PEF also shows no appreciable color or haze differences when compared to monolayer PET.
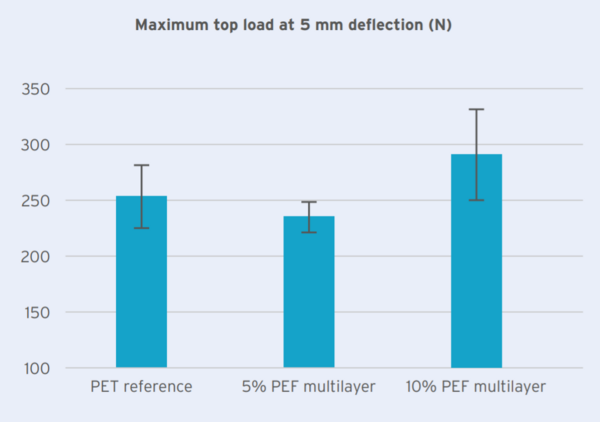
Fig 1: Performance of 500 ml flat base, 19,7 g bottle, courtesy of Logoplaste Innovation Lab. The max top load in N on filled containers is within the specification, even higher for the sample with 10% PEF. (Photo credit: Avantium)
If the dimensions and mechanical performance of a multilayer PET/ PEF bottle are very representative of a monolayer PET reference, the advantages truly shine when it comes to barrier. Considering oxygen ingress, the use of PEF as a barrier layer will increase the shelf life of a product by 80% when a 10% PEF layer is used.
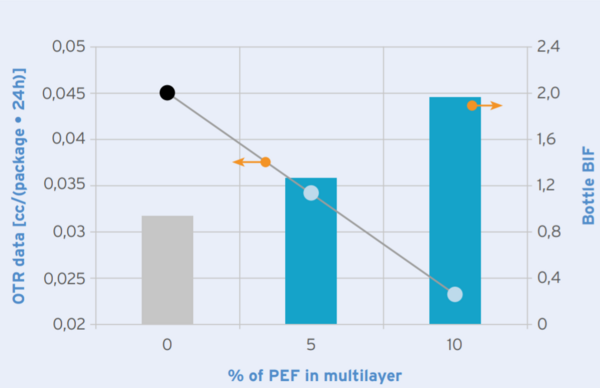
Fig 2: OTR data and Barrier improvement factors of 500 ml flat base, 19,7 g bottles, courtesy of Logoplaste Innovation Lab. The OTR is measured with the sensor dots method. (Photo credit: Avantium)
Sustainability of PEF multilayer technology
The use of PEF as a multilayer barrier technology will be a valuable solution in the PET bottle design toolbox to achieve sustainability targets for both reduction of material and improved recyclability. Increasing the shelf life of the package whilst keeping at least the same mechanical performance, PEF will enable further light weighting and therefore also the use of less rPET to achieve recycled content targets. Enabling entry into the PET recycling stream also means that cascade recycling, incineration or even landfilling can be circumvented. PET/PEF multilayer bottles that enter the PET recycling stream will be able to undergo all steps of mechanical recycling, whereas current barrier materials require the highest efficiency in separation steps so as to not contaminate rPET. Even if separation of the barrier layer is not complete, relatively large quantities of PEF (up to few percent) remaining in PET will hardly have any effect on the color, haze and processability of the rPET produced by a mechanical recycling loop /2/.
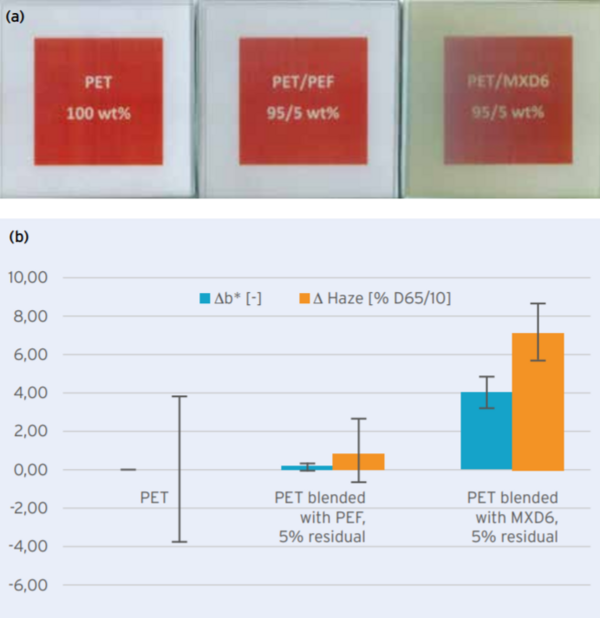
Fig 3: (a) Effect on appearance of PEF and MXD6 when blended with PET, as could happen during recycling of multilayer if barrier layer is not efficiently separated. (b) Data on ?b* and ?haze (calculated respect the average values of 100 wt% PET) and the picture of plaques show, the PEF has hardly any impact on appearance, while MXD6 give significant haze and yellowness. (Photo credit: Avantium)
Conclusions
The market introduction of PEF should be considered good news for PET packaging, as it enables improved barrier performance whilst maintaining all other key properties. Avantium’s PEF, slated to be commercialized in 2023, can be used as a barrier material in multilayer PET rigid packaging and offers a unique combination of easy implementation, robust processing and performance and outstanding barrier. Multilayer bottles using PEF will not only enable shelf life extension and light weighting possibilities, but also represent an opportunity for polyester packaging to reach new application areas, such as small containers or sensitive products, where PET alone cannot go - all without sacrificing recyclability or sustainability!
Acknowledgements
The support of Husky for the preform production and the know-how of coinjection is greatly appreciated. The bottle blowing and bottle testing was done in collaboration with Logoplaste Innovation Lab.
_____________________________________________________________
/1 / Burgess et al. Macromolecules (2014), 47, p. 1383-1391 doi:10.1021/ma5000199
/2 / ComPETence Magazine, One:20, p 100-103, “PET and PEF. A combination fit for future sustainable barrier packaging solutions”
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
