
(Photo credit: PETnology)
Preform Handling
Holistic approach to preform handling – for more than four decades / Increased performance of blow molding machines affects preform handling
connecting comPETence - issue THREE:23 - Shortly before the official 50th-anniversary celebrations of the company M. Tanner AG, we met Marco Tanner, CEO for 12 years and son of the company founders, for a detailed tour of the new company halls in Winterthur, Switzerland. We took a deep insight into what his claim actually means: The World of Preform Handling.
Barbara Appel and Prof. Dr.-Ing. Otto Appel met Marco Tanner, CEO, M. TANNER AG, Switzerland

Shortly before the official 50th-anniversary celebrations of the company M. Tanner AG, we met Marco Tanner, CEO for 12 years and son of the company founders, for a detailed tour of the new company halls in Winterthur, Switzerland. We took a deep insight into what his claim actually means: The World of Preform Handling.
What is preform handling? A layman or newcomer to the business imagines that this is the path the preform takes on its way into the blow molding machine. That is roughly correct and actually sounds simple. After all, it can’t be that spectacular - this short transport from the box into the blow molder!?
Not so spectacular? After a visit to Tanner, you see things differently.
Let’s start in the present, with the reasons for moving to the new facility. The new location is not too far away from the old one, only about 15 minutes by car. That didn’t make it too difficult for the employees. For most of them, it is an advantage, mainly because everything is nearby: highway, train, bus.
Traditionally, logistics, production and assembly dominated 60-70% of factory operations, while commissioning accounted for only about 20%. Today, this has turned around: 70-80% is commissioning, i.e. handling, function, implementation. In this context, the catchword “focus” comes up for the first time. Marco Tanner: “We only do preform handling, nothing but preform handling - that is our focus.” We will find out later that there is more to this sentence than meets the eye.

The move not only allowed the company to focus even more on commissioning, but also to modernize and digitalize processes. Individual computers and laptops with access to the intranet replace parts lists printed on paper, and large screens in the halls provide daily updates on what is due where and when. “This was a big change for the employees,” says Tanner.
FATs are also increasingly taking place in digital format. Unlike in the past, and driven by pandemic travel restrictions, virtual meetings are becoming more prevalent, with Tanner staff giving customers a tour of the system via camera. Most recently, a group of 15 was in front of the screens. “We never used to have that many people at FATs. From my point of view, a positive development,” says Tanner.

With its strong currency, the Swiss franc, the Swiss marketplace is a significant economic challenge for all internationally operating companies that we know in Switzerland. Tanner meets it, among other things, through innovative strength and by outsourcing parts production and component assembly abroad. External partners in Switzerland also produce for Tanner. This is useful whenever speed is of the essence.
The small but powerful production area with CNC milling centers and lathes at the headquarters is used for everything that has to do with the orientation of preforms. For example, 80% of the production of the long rolls for the roller sorter takes place in the Swiss factory. In-house manufacturing maximizes flexibility and is useful for developing prototypes. All engineering still takes place in-house. Focus.
“Operating a small production facility is also helpful if, like us, you offer specialty components and machines.” So, Tanner has the process under control - with all the challenges that arise from market developments: special preform designs, material reduction, virgin PET, rPET, biobased materials, lower weight, preform slip, parallelism and tolerances.
Speed in the niche is vital for Tanner because also big players are jostling for business in his environment. “If we are fast, offer short delivery times, and adapt to special spatial conditions at the customer’s site, we can win projects in this large market.” Niche is another key concept for Tanner.
Today, end customers are interested in the overall concept with all its comprehensive planning. And they want to have their say. The trend in the filling line is toward the block: blow molder + filler + capper + labeler. The block requires a lot of space - which is scarce and expensive. Machine developers are increasingly focusing on the minimum required floor space: the blow molding machine is becoming more and more compact and smaller, the oven is now just a small annex, and the filler also takes up less space. “But the preform feeder sometimes looks the same as it did 15 or 20 years ago,” says Tanner, “huge, very high, with railings.”
M. Tanner AG has a special business model. “We also supply to customers who may well be competitors in terms of the product - because they have feeders in their own portfolio.” Tanner often supplies new machines via OEMs (Original Equipment Manufacturer) since they can sell the entire line. The end customers’ interest in the overall concept is good for Tanner: They realize that the Tanner concept can save even more space in the feed area, because Tanner offers the most flexible modular systems and individual planning, adapted to the customer’s spatial conditions. He recommends where ideally to load, how to load, routes of the forklift and walking paths for the operator, calculates savings and digs deep into the configuration of the end customer. The more individualized, the more effective. Tanner: “This is where we can show expertise and competence and set ourselves apart from other suppliers.” Focus.
_______________
''Operating a small production facility is also helpful if, like us, you offer specialty components and machines.'' - Marco Tanner
_______________
Tanner observes the trends meticulously - and notices that his customers recognize the added value that the Tanner service offers: “I think this is an exciting phase in the market.” Tanner’s goal: If the end customer orders the block from the OEM, then the overall constellation ideally shows that Tanner feeders work best. Or the end customer directly insists that the block is supplied with Tanner feeders.
Tanner’s special business model requires special soft skills: regular exchange with the OEMs, well-functioning networks, commitment and initiative, supported by common sense and tact. “And that day after day,” says Tanner, “we master this game quite well.” Nevertheless, he sees room for improvement. Cooperation with the OEMs could lead to even more effective win-win situations and - with a view to the end customer - to win-winwin situations. How can this succeed? “I am convinced that even more developments in partnerships could create new synergies.”
When asked whether there are other competitors, the answer sounds modest yet full of pride: “Not in this portfolio depth.” There are providers in the very low-performance range, but they do not affect M. Tanner AG. Tanner sees his company’s success in the effectiveness of its technologies. Preform handling is crucial for the efficiency of a line. “We have that in mind in everything we do: design, development, after-sales, sales and service. Tanner support specializes in dealing with difficult preforms and material problems and is on site quickly. “And the problems won’t get any less in the future - which isn’t so bad for us.” Focus.
The Preform Line, as Tanner calls it today, was fundamentally modernized by Tanner in 2022 with the presentation of the ErgoFlow. The principle: away from gravity-based transport towards horizontal feeding. This not only saves space in height but also ensures more safety, easier and faster troubleshooting and better accessibility. “The maximum modular concept offers enormous flexibility, which makes the ErgoFlow suitable for almost all circumstances. That’s where my father really did a great job in engineering.”
Even after 12 years of management by son Marco, M. Tanner AG stands out as a family business. Marco took over the leadership from his parents, the company’s founders. Like his father Marcel, Marco was a passionate soccer player, both at the highest league level in Switzerland. A hip surgery at the age of 22 set the course, and Marco’s way into the company began at a young age. “I would do it again. Our family relationships have not deteriorated at all; in fact, they have improved - if that was still possible at all.” Marco Tanner’s words come from the heart, and they certainly meet the fundamental longing of many entrepreneurial families who are about to, during or after the handover.

Marco Tanner reports on the beginnings: Both parents were mechanical draftsmen and designers. His father had always been interested in creating his own products and designed conveyor belts for the Swiss food industry: chocolate, bread, meat products, sweets. In 1982, the Motosacoche company from Geneva, which later became Maag Plastik, approached him. They had a linear blow molding machine, needed a conveyor for the preforms and asked if he could design and supply it.
“Yes,” my father said, “let’s try that.” Back then, the first steps were taken with the feeders, the preform handling. The company M. Tanner AG has been there from the very beginning. A 50th company anniversary with 40 years of activity in the PET business is quite rare. We recently attended the 40th anniversary celebrations at EREMA, and in September INTRAVIS in Aachen will be celebrating its 30th company anniversary. Those are the usual anniversaries, and here, too, it becomes apparent that Tanner is special.
What special milestones in the company’s history does Marco Tanner remember? He mentions the in-house development for tippers from 2005. While others did not attach so much importance to the tippers and saw the focus more on the feeders, his father recognized the importance as a central element in the line. Today the term “preform line” stands for “preform tipper” plus “preform feeder”. Focus.
In the meantime, the requirements for tippers have increased significantly in terms of hygiene and stability. “Ideally, a tipper runs trouble-free 24/7 for 20 years and doesn’t require any attention from the operator.” Tanner also builds special tippers in stainless steel, with rounded connections so nothing sticks. Such products always have custom designs. Only available from Tanner. Niche.
Tanner sells about 100 tippers per year. There are single and double tippers for one (extra-wide) box or two boxes at the same time. 50 of the 100 tippers are currently double tippers. “Today, the trend is even toward three boxes at the same time. We’re talking about a ton of weight being moved every 10 minutes.” Speaking of stability: Imagine forklift drivers who don’t drive by sight but by touch ...
There’s even more to the tippers: While they were previously only designed for the performance of the system, today it is all about the customer’s logistics concept and minimizing the time the operator spends loading. “Meanwhile, the pallet transport with the boxes plays a key role. We put up to six boxes in front of the tipper. Emptying is done automatically, giving the operator time - up to four hours - before he has to deal with it again. During this time, he can take on other tasks.” This approach scores points with end customers, who, like everyone, suffer from a shortage of skilled workers. Rivella, a large beverage manufacturer in Switzerland, is already working with this concept.
_______________
''Meanwhile, the pallet transport with the boxes plays a key role. We put up to six boxes in front of the tipper. Emptying is done automatically, giving the operator time - up to four hours - before he has to deal with it again. During this time, he can take on other tasks.'' - Marco Tanner
_______________
In addition to saving time for the operator, Tanner mentions other factors that are becoming increasingly important: While high performance and availability of the systems are taken for granted, it is about simple operation and fast and automatic troubleshooting without intervention by the operator. “The term educationneutral machines captures it quite well,” says Tanner.

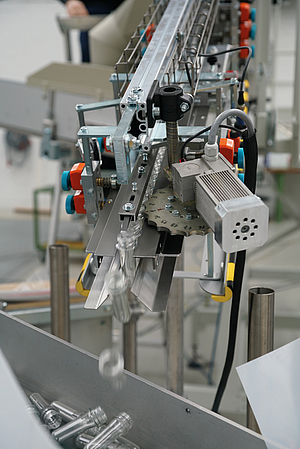
Preform handling also includes inspection with cameras. Inspection can take place directly in front of the blow molding machine: This allows defective preforms to be removed from the process before they are transported into the blow molding machine. This reduces losses, because if a defective preform is only noticed in front of the oven, it is not sufficient to remove this single preform; for technical reasons, three preforms have to be removed. Tanner: “Inline inspection counteracts waste and increases efficiency.” Offline inspection takes place separately from the line and is a type of random inspection. Both solutions require preform handling. Tanner: “There are two markets for us: the blow molding machine and the inspection systems. From the same kit.”
What is preform handling? The path the preform takes on its way into the blow molding machine is more spectacular than one might imagine. Marco Tanner, in his calm and thoughtful Swiss manner, gave us a deep insight into his World of Preform Handling.
We wish M. Tanner AG many more great company anniversaries.

The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
