Stretch blow moulding
A new instrument for material and preform characterisation for stretch blow moulding

Blow Moulding Technologies has emerged as an unrivalled global player in the development of innovative instrumentation used to develop, measure and test new polymers and bottles. BMT are dedicated to pushing the boundaries of materials, preforms and containers by helping the world’s largest brands, converters and machine manufacturers to engineer more optimised bottle solutions through the use of their bespoke technologies. As a spin-out from Queen’s University Belfast, with over 25 years at the helm of polymer research, BMT offer unprecedented levels of innovation and R&D to its Fortune 500 clients. Over the last 10 years, BMT have commercialised their research in order to accelerate the advancement of state-of-theart preform and bottle designs both within and beyond the realm of standard PET.

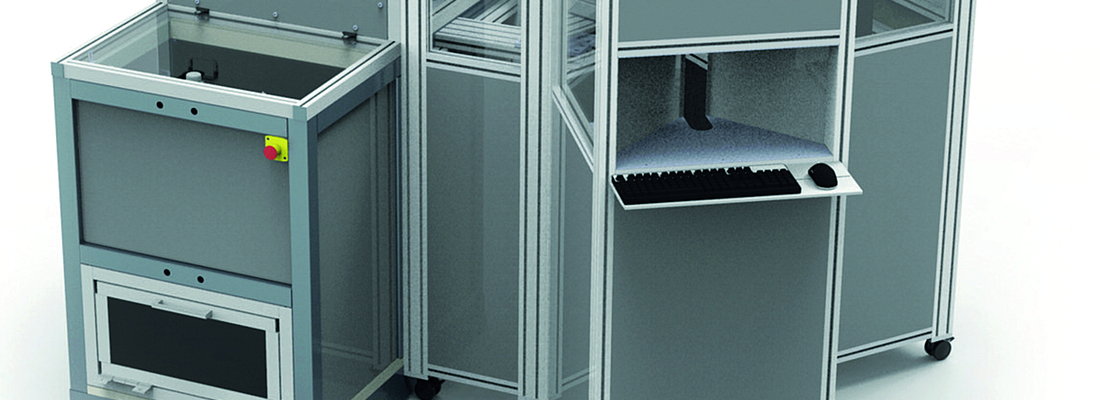
Fig 1: Free-standing INDICATE Machine (source: BMT)
Driven by their advanced knowledge and proven data-driven techniques, BMT were a key player in a recent EPRSC funded collaborative project - INDICATE. INDICATE is a fully instrumented freeblow device that can comprehensively analyse any preform design, made from any material and using any process setup. INDICATE encompasses state-ofthe-art software, hardware and image analysis techniques for analysing the blowing behaviour of PET preforms. The instrument offers a new approach for the industry towards preform/bottle design, analysing new materials and quality control as well as providing valuable data for developing and validating blow moulding simulations.
Highlighting why INDICATE was initiated, a leading engineer on the INDICATE team, Dr. James Nixon PhD from BMT indicated: “It was felt that with the demands for new materials and optimal preform design, a more scientific approach was required. We wanted to challenge the status quo, to use our expertise to develop instrumentation to reveal more insight into how the bottle forms. We have spent the past 3 years developing an instrument that analyses both the preform and the material to improve the development potential. In doing so, we have created a state-of-the-art technology that provides unprecedented information of the forming process.”
From the outset, the vision of INDICATE was to provide unprecedented insight into the bottle formation process, opening the possibilities for greater bottle performance, cost reduction and future advancements in materials. INDICATE fulfils this vision by proposing a novel method of characterising the preform-tobottle development, bringing light to the ‘black art’ of ISBM bottle formation.

Fig 2: The Benefits of INDICATE (source: BMT)
The Benefits
The benefits of INDICATE (Fig. 2) reach every sector of the PET supply chain. It provides increased knowledge overall and allows the industry to characterise new and unknown materials, investigate the effect of material additives on the blowing behaviour and create optimised product performance whilst reducing cost and time to market. INDICATE can be used in trouble-shooting and quality control, such as, identifying preform defects and how to adjust the process settings accordingly. It can be applied to prototyping, such as providing data enabling virtual engineering of potential preform designs in advance of expensive mould production, thus reducing development costs.
INDICATE can quantify the loads applied to the preform and subsequent deformation behaviour though data acquisition and unique full-field strain mapping. This innovative instrument has the ability to quantify the relationship between process settings and the resultant deformation.
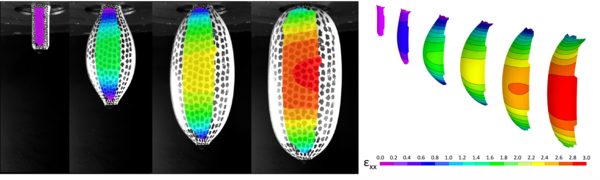
Fig 3: Stereoscopic Digital Image Correlation of the Deforming Preform (Hoop Strain)
Rapid Material Characterisation
Preform and process design of the ISBM process requires the knowledge of constitutive behaviour of the polymer material. INDICATE provides a rapid material characterisation relevant to the ISBM process directly from the preform.
This reliable and robust characterisation method is developed based on an instrumented stretch rod that measures the internal pressure and axial load exerted by the preform. In addition, a digital image correlation (Fig. 3) system measures the evolution of the strain field versus time during blowing. The combination of this data enables a stress-strain relationship to be produced direct from each preform (Fig. 4). This stress-strain data enriches the knowledge beyond more standard techniques for preform characterisation such as IV measurement and polarized light, providing data on natural draw ratio as a function of processing condition.
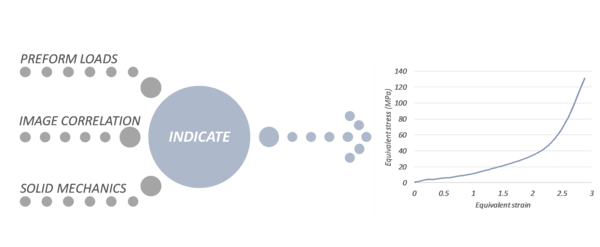
Fig 4: Rapid Material Characterisation & Stress Strain Output
Case Studies
The following case studies highlight the instrument’s capability for quantifying the effects of additives, moisture and IV on the blowing behaviour of PET preforms, as well as a study on pearlesence. The data is subsequently used to guide engineers on the required adjustments to the blow moulding process to achieve a bottle with the desired characteristics based on a known reference preform.
INDICATE can provide unprecedented amounts of data, essentially thousands of data points from each preform test. To compare the blowing behaviour from preform to preform, INDICATE takes the stress strain behaviour from discrete data points from the preform surface and compares the equivalent stress strain, accounting for both the hoop and axial deformation in one simplified curve. These curves can then be compared to determine the offset (reported as % difference) as a result of the change in material behaviour.
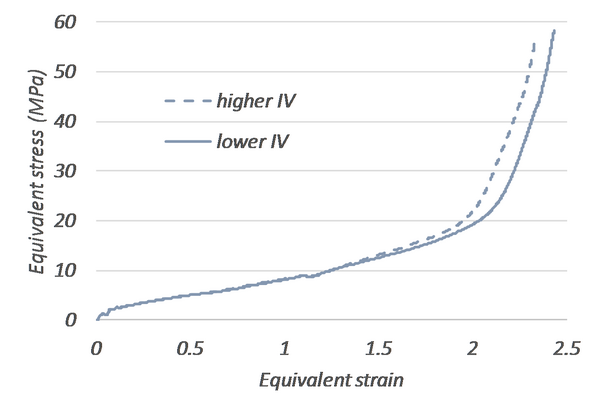
Fig 5: Effect of IV on Material Behaviour (source: BMT)
Case Study - IV
Material grade, and subsequently intrinsic viscosity (IV), have a significant role in dictating the preform/bottle design. Current methods of measuring this can be costly, time consuming and somewhat meaningless with regards to relating it to the preform behaviour. INDICATE provides a richer quality of information that ties IV to how the preform will behave in the bottle forming process. As a result, any change in IV may be quickly determined but crucially, INDICATE can provide information as to how the suspect preform may be ‘recovered’ to the desired baseline i.e. altering the blowing parameters to achieve the correct performance. This study isolated two IV values (0.74 and 0.84) to examine this effect while maintaining the preform geometry. The processability of the two IVs was then assessed using the rapid material characterisation approach and the offset between the two preforms was measured. Figure 5 shows the stress-strain curve for the two different materials.
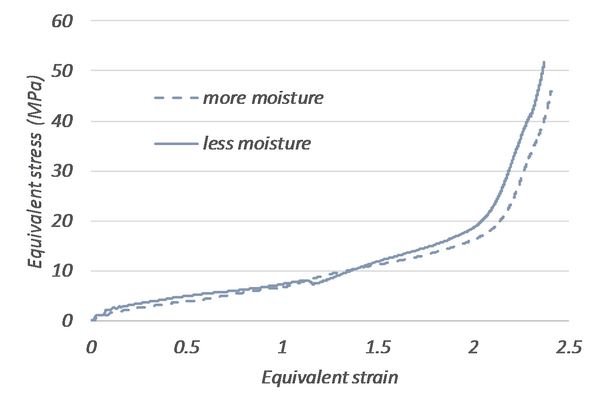
Fig 6: Effect of Moisture on Material Behaviour (source: BMT)
Case Study - Effects of Moisture
PET moisture content is well known to have detrimental consequences for stretchblow moulding. Complex drying systems must be installed to keep the moisture content below a critical threshold. However, how do bottle manufacturers and preform suppliers determine the appropriate time to store preforms and what conditions they should be stored at? Do poorly stored preforms mean the entire batch must be discarded? Or can the behaviour of the suspect preform be sufficiently measured to determine the significance of the discrepancy, therefore saving the batch and reducing the waste. A number of identical preforms were stored in varying conditions; one set taken straight from the injection moulding stage, the other stored in an increased moisture environment. The subsequent moisture content was then measured in each preform batch, and the blowing behaviour was assessed. Figure 6 shows the stressstrain curves for the two preforms with varying levels of moisture.
The amount of moisture was measured for correctly and incorrectly stored preforms was found to be 1433 ppm and 3174 ppm respectively. Under these storage conditions, the ‘poorly’ stored preform reacted softer than the reference preform. This represents an 8.5% difference in the stress-strain curve. Essentially, the moisture ingress into the preform structure acted as a plasticiser, increasing the polymer chain mobility. Determining by how much the suspect preform has deviated from the reference allows the manufacturer/operator to firstly judge can the batch be utilised for the production line, and if so, how they must alter the process parameters accordingly.
Fig 7: Effect of Additives on Material Behaviour
Case Study - Additive
Additive content in preforms can provide a wide variety of products for customer requirements. Along with this comes a challenge for manufacturers of how to adjust for the change in material properties e.g. infrared absorption and mechanical behaviour. It is apparent that changing the preform material (additives, filler, colourants etc) will produce an alternative temperature profile, and therefore a different bottle performance. Customers have to incur the cost of suppliers shifting process parameters to attain the desired bottle that meets requirements. The key to the INDICATE technology is that it can isolate the mechanical properties of the perform enabling an understanding of the additive n the mechanical performance in addition to the change in the optical properties. For this study, preforms with varying TiO2 content were assessed; preforms manufactured with virgin material, and preforms with 10% additive content. Figure 7 shows the stress-strain curve.
Examining the material response with and without additives, there is clearly a shift in how the material behaves in the strain hardening region. The additives essentially reduced the material stiffness on average by 4.3%. Similar to the effect of moisture, the additives act as a plasticiser. Using this analysis approach the significance of additive content may by quantified, giving an indication as to how the processing parameters may be altered in order to optimise the bottle performance.
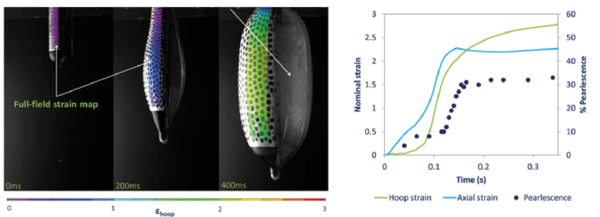
Fig 8: Full-field Strain Map with Pearlescence Measurement (source: BMT)
Real-Time Pearlesence Measurement
In 1996 ASB introduced a radical new approach to 1-step molding with its PF Series. In these machines, the number of injection and blow cavities was changed, typically to a ratio of 3:1 to account for the much longer time required to inject preforms compared to blowing bottles. While still a self-contained 1-step process (raw material in, finished product out), the stations are split and optimized more in line with the concept of 2-step molding, hence the 1.5-step title was introduced. Producing light-weight, high performance bottles with superior optical properties has always been the goal for ISBM manufacturers. With increasing demand for thinner, lighter bottles, the processing ability of the material becomes stretched. One outcome from this is PEARLESENCE, when PET is ‘over-stretched’.
INDICATE provides a real-time measurement of the onset and rate of pearlesence growth, relative to the deformation of the free-blow bottle. Using the full-field strain mapping ability and measuring the optical transparency, characterisation of pearlesence can be achieved as a function of the processing parameters.
The onset of pearlesence occurs as the material begins to strain harden, increasing until deformation stops; as seen in Figure 8. When this occurs is heavily dependent on the material temperature. The rate of pearlesence, that is how quickly it develops in the bottle, is dependent on the deformation rate of the bottle, namely the material temperature and inflation rate.
The goal is to understand when pearlesence becomes a detrimental problem relative to the process parameters. This material characterisation can then be implemented into the FE simulation, producing a useful tool to predict the onset of PET pearlesence, and thus design preforms and processes accordingly. Figure 9 demonstrates a typical FE simulation output of % pearlescence evident during bottle formation. In this scenario, the base of the bottle revealed high levels of pearlescence, informing the operator that the process settings are incorrect.
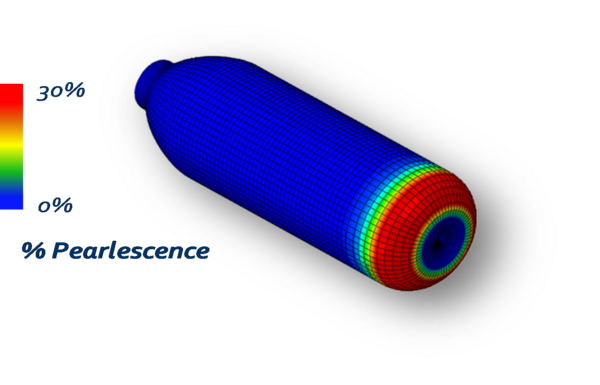
Fig 9: Full-field Strain Map with Pearlescence Measurement (source: BMT)
The comPETence center provides your organisation with a dynamic, cost effective way to promote your products and services.

magazine
Find our premium articles, interviews, reports and more
in 3 issues in 2025.
